


مخلوط های LDPE-LLDPE برای صنایع بسته بندی
1-مقدمه
مخلوط پلی اتیلن دانسیته پایین خطی و سبک به طور معمول در تولید فیلمهای پلاستیکی مورد استفاده قرار میگیرد،
که این امر به دلیل دست یابی به خواصی با مزیت های بالا حاصل از ترکیب دو رزین
از جمله خواص مکانیکی بهبود یافته LLDPE و فرآیندپذیری خوب LDPE میباشد.
این مخلوط ها میتواند به دو دسته کلی تقسیم بندی بشوند که عبارتند از:
مخلوط های غنی از LLDPE و مخلوط های غنی از LDPE .
نسبت هر کدام از این ترکیبات در مخلوط نهایی
به در دسترس بودن هر کدام از آن ها در بازار فروش،
تجهیزات مورد استفاده و عادات مصرف بازار محلی بستگی دارد.
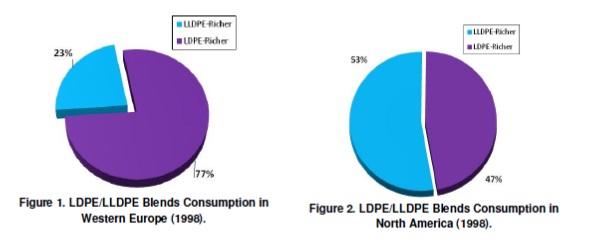
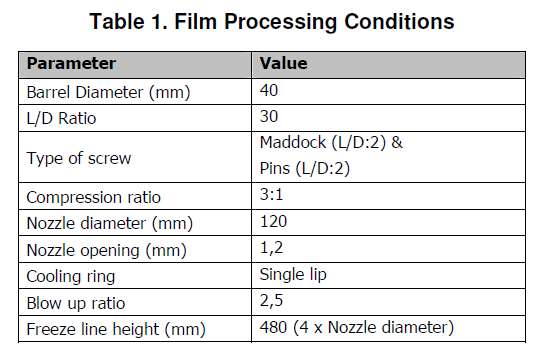
به عنوان مثال، در بازار اروپا مخلوطهای غنی از LDPE تولید می شود
در حالی که در آمریکای شمالی از مخلوط های غنی از LLDPE استفاده میکنند( شکل 1 و شکل 2).
با افزایش پیشنهاد استفاده از LLDPE در تجهیزات فرآیند پیشرفت های زیادی
به منظور دست یابی به کاربردهای جدید در بسته بندی انجام شده است.
به گونه ای که 15 سال پیش نهایتا 30 درصد
میتوانستند از LLDPE در ترکیب نهایی استفاده کنند
ولی امروزه تا 85 درصد و حتی به صورت 100 درصد خالص نیز مورد استفاده بوده است.
افزایش میزان LLDPE در مخلوط باعث ایجاد مزیت هایی از جمله :
– خواص مکانیکی بالاتر
– ظاهر بهتر
– خواص مهر و موم کردن بالاتر
-تولید پایین تر و هزینه های تغییر فرم ، میشود.
این مزایا باعث استفاده از این مخلوط های غنی از LLDPE در خطوط صنعتی،
کیف های جداکننده تایر، فیلم های الاستیک و ….. می شود.
2-خواص مکانیکی
شرایط فرایند فیلم در جدول 1 آماده است.
شکل 3 مقدار مدول الاستیک کششی مخلوط LLDPE/LDPE بر حسب نسبت این دو ماده نشان میدهد.
مدول الاستیک فیلم پارامتری کلیدی برای کاربردهای بسته بندی با وزن بالا (>10 کیلوگرم) میباشد.
با بالا بودن مدول الاستیک میتوان فیلم هایی با ضخامت کمتر
بدون هیج تغییر فرمی حین بسته بندی و نقل و انتقال را ساخت.
در مخلوط های غنی از LLDPE مدول الاستیک
هنگامی که درصد LLDPE به 80-90 درصد میرسد بسیار بالاتر است.
در شکل 3 ، MD و TD با مقادیر ماکزیمم آن ها نشان داده شده است.
رفتار منحنی مدول الاستیک وجود یک اثر تضاد را در مخلوط های LDPE/LLDPE را نشان میدهد.
این اثر متضاد این است که مخلوط فوق در 70 تا 80 درصد از LLDPE مدول بالاتری نسبت به رزین خالص LLDPE دارد
و همچنین نتایج مشابهی برای مخلوط غنی از LDPE مشاهده میشود
به گونه ای که برای ترکیب 10 تا 30 درصد از LDPE دارای مدول بالاتری نسبت به رزین خالص LDPE میباشد.
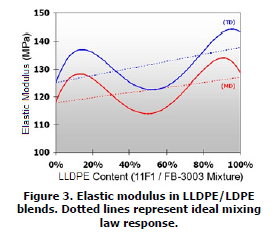
از طرف دیگر، هنگامی که ترکیب مخلوط در محدوده برهمکنشهای متضاد فرموله شود خواص نهایی مخلوط از حالت خالص بسیار پایین تر می شود. وجود اثر متضاد در محدوده بین 35 تا 65 درصد ازLLDPE باعث ایجاد مخلوطی با مدول الاستیک پایین تر از حالت خالص LLDPE میشود.
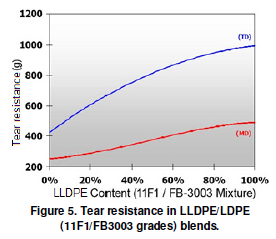
خواص فیلم در نقطه شکست ارتباط خیلی بیشتری را به آنچه در مورد مدول بیان شد نشان میدهد. شکل 4 بهبود تافنس مخلوط LLDPE/LDPE را با مقدار LDPE نشان میدهد.
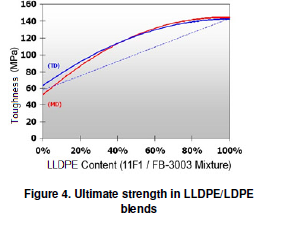
تافنس خاصیتی مکانیکی است که قابلیت مواد پلاستیکی را برای تحمل بار اعمالی و تغییر فرم را نشان میدهد.
هر چه میزان آن بالاتر رود به معنی عملکرد بالاتر فیلم های پلاستیکی در مقابل نقص ها (به عنوان مثال مقاومت پارگی و مقاومت ضربه) میباشد.
3- فرایندپذیری
به علت تفاوت در خواص جریانی LLDPE و LDPE هر دو نوع رزین ها باید تحت شرایط اکستروژنی مختلف فرآیند شوند.
به منظور حاصل شدن عملکرد بهینه اکستروژن هنگام فرآیند کردن مخلوط های غنی از LLDPE باید به موارد زیر توجه شود :
-
استفاده از پروفایل دمایی بالاتر (شکل 6) در اکسترودر که باعث کاهش مصرف توان می شود و همچنین استفاده از دمای پایین تر در خروجی دای.
-
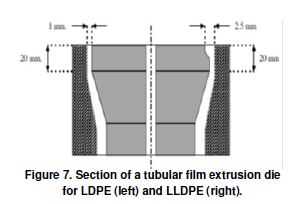
استفاده از دای با گپ حلقوی بزرگتر ( بین 2/1 تا 5/2 میلی متر) و طول کوتاهتر ( شکل 7)
-
استفاده از مارپیچ با عمق کانال بالاتر یا زاویه مارپیچ بالاتر.
-
استفاده از رینگ های خنک کننده با طراحی دو لبه.
دمای ذوب برای مخلوط های غنی از LLDPE بالاتر بوده و آنها استحکام ذوب پایین تری را به هنگام کشش دارند. بنابراین دمای ذوب خیلی بالا توانایی برای خنک شدن حباب و حفظ پایداری را محدود میکند. ویسکوزیته LLDPE از LDPE پایین تر بوده و باعث میشود که ماده در حالت مذاب خیلی راحت از دای با گپ بزرگ خارج شود .
نسبت کشش فیلم طبق معادله زیر حاصل میشود:
برای رزین ها این نسبت در رنج 10 و 20 برابر ایندکس جریان مذاب آن میباشد در حالی که برای رزین های LDPE این نسبت معمولا در رنج 2 و 4 برابر است.
ماکزیمم خروجی مذابی که در اکستروژن فیلم برای مخلوط های غنی از LLDPE حاصل میشود بستگی به محدودیت هر جز و تجهیزات دارد.
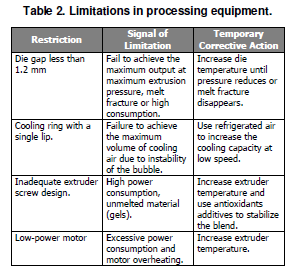
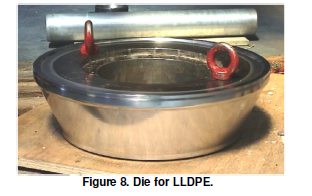
مناسب ترین بخش اکستروژن برای فرآیند کردن مخلوط های غنی از LLDPE نازل دای است به علت سادگی و قیمت پایین آن.
دای برای مخلوط های غنی از LLDPE نه تنها باید گپ حلقوی بزرگتری داشته باشند بلکه باید طول کوتاه تری نیز داشته باشند. شکل 7 طراحی بهینه را نشان میدهد و نمونه ای از دای مناسب برای LLDPE در شکل 8 نشان داده شده است.
استفاده از دای با طراحی مطرح شده دارای مزیت های زیر است:
-
سرعت اکستروژن بالاتر بدون هیچ شکست مذابی
-
دمای اکستروژن پایین تر که باعث بهبود پایداری حباب و کاهش جریان هوای خنک کننده میشود و انحراف ضخامت را حداقل میکند.
-
کاهش مصرف توان.
شکل 9 تغییر میزان خروجی را توان مصرفی موتور اکسترودر نشان میدهد.
بر طبق منحنی حاصل شده در درصد بین 75 تا 90 ازLLDPEکاهش زیادی در هزینه تولید تقریبا 4 درصد مشاهده میشود.

به طور کلی میتوان گفت استفاده از مخلوط های غنی از LLDPEدر کاربرد صنایع بسته بندی خواص بسیار عالی با حفظ قیمت بوجود می آورد.
تهیه و تنظیم از تیم پلیمرسبز
[is_logged_in]

برای دانلود مقاله به صورت pdf کلیک نمایید.
برای دریافت مقاله به صورت فایل pdf لطفا نام و ایمیل خودرا در فرم زیر وارد نمایید تا برای شما پیامک شود
[/is_logged_in]
[is_guest]
برای دریافت مقاله به صورت فایل pdf لطفا نام و ایمیل خودرا در فرم زیر وارد نمایید تا برای شما پیامک شود و یا اگر عضو سایت هستید وارد شوید و یا ثبت نام نمایید باتشکر.
[/is_guest]
لطفا کمی صبر کنید
لطفا کمی صبر کنید


[ratings]


