اندازه، شکل و یکنواختی گرانول ها به شرایط فرآیندی اکسترودر و دستگاه گرانول ساز بستگی دارد. تغییر در نوع محصول می تواند باعث تغییر در تجهیزات تولید گرانول ها شود. زیرا محصول جدید ممکن است نرم، سفت، خورنده و … باشد و با تجهیزات موجود سازگاری نداشته باشد یا اینکه شکل گرانول جدیدی مورد درخواست باشد. اولین گام در تولید گرانول های مناسب از پلیمرها شناخت کامل تجهیزات گرانول سازی است.
تجهیزات گرانول سازی به دو دسته کلی زیر تقسیم می شوند:
برش مذاب (Melt pelletizing): در این حالت مذاب از دای خارج می شود و بلافاصله برش می خورد و سپس خنکسازی انجام میگیرد.
برش رشته ای (Strand pelletizing): در این حالت مذاب پس از خروج از دای به صورت رشته شده و پس از خنکسازی برش می خورد.
گرانول سازی به روش Strand از جمله قدیمی ترین روش های مورد استفاده است. این روش برای طیف وسیعی از پلیمرها با استحکام مذاب بالا کارآمد است. گرانول های تولیدی به این روش به صورت استوانه ای شکل با مقطع عمود هستند.
روش underwater pelletizing روش جدید تری است که طیف وسیع تری از پلیمر ها را در بر میگیرد.
برای انتخاب سیستم گرانول سازی مناسب بایستی نوع محصولاتی را که قرار است خط تولید در یک بازه حداقل 5 ساله تولید کند، مشخص نمود. تعیین ظرفیت تولید برای انتخاب سیستم برش بسیار مهم است. سادگی راه اندازی و شستشوی سیستم برش کاری از جمله دیگر عواملی است که باید حین انتخاب مدنظر قرار گیرد.
معرفی سیستم گرانول سازی برای اکستروژن
روش هایی که در گرانول کردن مواد پلیمری در فرآیند اکستروژن مذاب استفاده می شود شامل روش های زیر است:
Strand – water bath
Strand – water slide
Hot die face – air cooled
Die face – water ring
Die face – under water
Drop pelletizing
مزایا و معایب روش ها
Strand – water bath
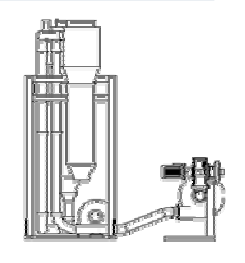
هزینه کم، راحتی استفاده و سرویس و نگهداری آسان از مهمترین مزایای این روش است. در این روش مذاب از قالبی با روزنه های با قطر کم به صورت رشته خارج می شود و پس از خنکسازی در وان آب وارد محفظه برش شده و به صورت گرانول در می آید. تصویر زیر واحد برش این دستگاه را نشان می دهد.
از جمله مهمترین معایب این روش می توان به محدود بودن اندازه گرانول ها، محدودیت در برش نمونه های نرم، سایش بالای تیغه ها و حساسیت به تغییرات فرآیندی مانند دما و دور اشاره نمود.
Strand – Water slide
مزایای این روش شامل دخالت کم نیروی انسانی، مناسب برای شرایط خنکسازی مختلف و تولید با سرعت بالا و حجم کمتر تجهیزات در مقایسه با روش Strand – water bath است.
در این روش آب به صورت آبشاری رو مذاب ریخته می شود و در انتها واحد برش قرار دارد. هزینه بالا و راه اندازی سخت از جمله معایب این روش است.
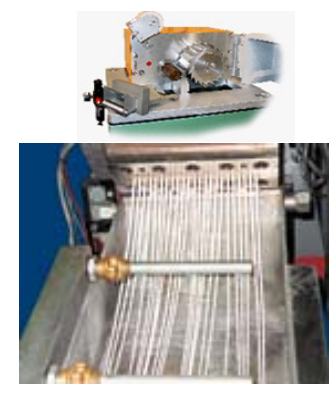
Hot die face – Air cooled
این روش طراحی بسیار ساده ای دارد. عدم استفاده از آب و راه اندازی ساده از جمله مزایا و خنکسازی ضعیف پلیمر، نرخ تولید کم، ایجاد پرک های ریز و سایش بالای تیغه از جمله معایب این روش است.
Die face – water ring
این روش هزینه پایین و توانایی خنکسازی بالایی دارد اما تنها برای گرانول سازی پلی الفین ها به کار می رود و برای پلیمرهایی با دمای ذوب بالا و دارای چسبندگی مناسب نیست.
Die face – under water
این روش قابلیت بیشترین اتوماسیون و دخالت کمتر نیروی انسانی را در بین سایر روش ها دارد. برای بیشتر پلیمر ها کارآمد است و طیف وسیعی از اندازه گرانول ها را می تواند تولید کند.
اما در کنار مزایای فراوان هزینه خرید بالایی دارد و طراحی پیچیده ای دارد.
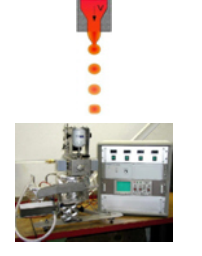
Drop pelletizing
این روش تنها برای پلیمرهایی با ویسکوزیته پایین مانند وکس ها کاربرد دارد و در کنار محدودیت استفاده هزینه خرید بالایی دارد.
اندازه، شکل و یکنواختی گرانول ها به شرایط فرآیندی اکسترودر و دستگاه گرانول ساز بستگی دارد. تغییر در نوع محصول می تواند باعث تغییر در تجهیزات تولید گرانول ها شود. زیرا محصول جدید ممکن است نرم، سفت، خورنده و … باشد و با تجهیزات موجود سازگاری نداشته باشد یا اینکه شکل گرانول جدیدی مورد درخواست باشد. اولین گام در تولید گرانول های مناسب از پلیمرها شناخت کامل تجهیزات گرانول سازی است.
تجهیزات گرانول سازی به دو دسته کلی زیر تقسیم می شوند:
برش مذاب (Melt pelletizing): در این حالت مذاب از دای خارج می شود و بلافاصله برش می خورد و سپس خنکسازی انجام میگیرد.
برش رشته ای (Strand pelletizing): در این حالت مذاب پس از خروج از دای به صورت رشته شده و پس از خنکسازی برش می خورد.
برای انتخاب سیستم گرانول سازی مناسب بایستی نوع محصولاتی را که قرار است خط تولید در یک بازه حداقل 5 ساله تولید کند، مشخص نمود. تعیین ظرفیت تولید برای انتخاب سیستم برش بسیار مهم است. سادگی راه اندازی و شستشوی سیستم برش کاری از جمله دیگر عواملی است که باید حین انتخاب مدنظر قرار گیرد.
برای دریافت مقاله به صورت فایل pdf لطفا نام و ایمیل خودرا در فرم زیر وارد نمایید تا برای شما پیامک شود
[/is_logged_in]
[is_guest]
برای دریافت مقاله به صورت فایل pdf لطفا نام و ایمیل خودرا در فرم زیر وارد نمایید تا برای شما پیامک شود و یا اگر عضو سایت هستید وارد شویدو یاثبت نام نمایید باتشکر.
ساعت:3 روز از ساعت 9تا17 (40 ساعت به صورت تئوری و عملی در کنار دستگاه)
محتوا:این دوره به مدت 40ساعت است که به مدت 3 روزکاری به صورت تـئوری وعملی درکنار دستگاه ودرآزمایشگاه می باشد به همره پذایرایی وناهار میان وعده,مشاوره درزمان آنتراک,پکیج آموزشی و…می باشد.
Select options
This product has multiple variants. The options may be chosen on the product page


 از جمله مهمترین معایب این روش می توان به محدود بودن اندازه گرانول ها، محدودیت در برش نمونه های نرم، سایش بالای تیغه ها و حساسیت به تغییرات فرآیندی مانند دما و دور اشاره نمود.
از جمله مهمترین معایب این روش می توان به محدود بودن اندازه گرانول ها، محدودیت در برش نمونه های نرم، سایش بالای تیغه ها و حساسیت به تغییرات فرآیندی مانند دما و دور اشاره نمود.