


بررسی 4 اشکال مهم در فرایند تزریق و راه حل های آنها
ساخت نمونههای اولیه با قالبگیری تزریقی هم جنبه علمی و هم جنبه فنی دارد. هنگام تولید قطعات جدید تزریقی مشکلاتی هر چند کوچک که میتواند ناشی از عدم توجه به جزئیات و یا عدم تسلط و توانایی فنی کافی باشد، ممکن است منجر به ضررهای مالی بزرگی به شرکتها بشود.
جلوگیری از وقوع چنین شرایطی در فرایند قالبگیری تزریقی تنها با یک طراحی دقیق ممکن است. این مقاله برخی از اشکالاتی که ممکن است حین فرآیند تزریق پیش بیآید را به همراه راههای اجتناب از این مشکلات و نیز راههای برطرف کردن آنها را مورد بررسی قرار میدهد.
1-تاب برداشتن
شرح:
تاب برداشتن (تاب خوردگی) نوعی از تغییر شکل در قطعات تزریقی است و هنگامی که در نقاط مختلف قطعه انقباض به طور نامساوی رخ دهد اتفاق میافتد. نتیجه این انقباض ناهمگون، پیچش یا خم شدن قطعه میباشد.
علل وقوع:
این پدیده یعنی پدیده جت معمولاً به علت خنککاری غیر یکنواخت در قالب تزریق اتفاق میافتد. نرخ متفاوت خنککاری در نقاط مختلف قطعه در قالب باعث میشود که پلاستیک به طور ناهمگون خنک شود و تنش داخلی در آن ایجاد شود، این تنشها هنگام آزاد شدن قطعه را دچار پیچش میکنند.
راه حل:
-
طولانی کردن زمان خنک کاری به نحوی که بتوان اطمینان حاصل کرد که تنشهای پسماند در قطعه ایجاد نخواهد شد.
-
طراحی ضخامت دیواره قالب به گونهای که جریان مذاب در آن فقط در یک جهت جریان داشته باشد.
-
انتخاب ماده پلاستیکی از میان موادی که تمایل کمتری به انقباض و تغییر شکل دارند. معمولاً مواد نیمه بلورین استعداد بیشتری برای بروز پدیده انقباض دارند.
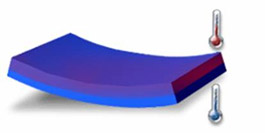
تاب برداشتن
2-نشانِ سوختگی
شرح:
این پدیده نوعی تغییر رنگ در قطعات تزریقی است که معمولاً به رنگ زنگار میباشد و در سطح قطعه تزریقی ظاهر میشود.
علل وقوع:
این پدیده یا به دلیل تخریب گرمایی ماده و یا به علت سرعت بیش از حد بالای فرآیند تزریق رخ میدهد. دلیل دیگری که میتواند موجب بروز سوختگی بشود اعمال حرارت بیش از حد به هوای محبوس شده در قطعه میباشد که منجر به سیاه شدن سطح قطعه خواهد شد.
راه حل:
1 – کاهش سرعت تزریق
2 – تسهیل روند خروج گاز
3 – کاهش دمای مذاب و قالب

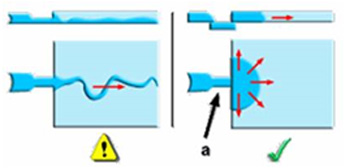
3- پدیده جت
شرح:
پدیده جت در فرایند تزریق به وضعیتی در قالبگیری تزریقی اطلاق میشود که به علت سرعت تزریق پلاستیک مذاب به سطح قالب نمیچسبد. پلاستیک مذاب در حالتی جامد میشود که موجب ظاهر شدن پیچخوردگیهایی در سطح قطعه میشود.
علل وقوع:
پدیده جت در فرایند تزریق غالباً در مواقعی رخ میدهد که دما بسیار کم یا ویسکوزیته مذاب بسیار بالا باشد، که در نتیجه این عوامل جریان در برابر جاری شدن در قالب مقاومت میکند، هنگامی که ماده پلیمری در تماس با دیواره قالب قرار میگیرد به سرعت سرد میشود و موجب بالا رفتن ویسکوزیته میشود. موادی که پشت جریان ویسکوز هستند موجب به جلو رانده شدن پلاستیک ویسکوز میشوند که در نتیجه آن خراشیدگیهایی روی سطح محصول نهایی ظاهر خواهند شد.
راه حل:
1 – افزایش دمای قالب و مذاب
2 – افزایش اندازه راه گاه (گِیت) که موجب کاهش سرعت تزریق میشود.
3 – بهینه کردن طراحی راه گاه (گِیت) به منظور حصول اطمینان از تماس کافی بین پلاستیک مذاب و قالب
4- پلیسه
شرح:
پلیسه یک اشکال قالبگیری تزریقی است و هنگامی رخ میدهد که پلاستیک مذاب از حفرههای قالب میگریزد. مسیرهای معمول برای گریز، خط جدایش و محل پین خروجی میباشند. این بیرون آمدگی به همین صورت خنک میشود و به محصول نهایی متصل خواهد ماند.
علل وقوع:
پلیسه در فرایند تزریق میتواند به دلایل ذیل رخ بدهد، قفل نشدن گیرهها با نیروی کافی (نیرو باید به حدی قوی باشد که در برای نیرویی که توسط جریان و در جهت مخالف اعمال میشود مقاومت کند) که منجر میشود که ماده تراوش (Seep) کند. استفاده از قالبهایی که عمر مفیدشان گذشته است موجب افزایش احتمال وقوع این پدیده میشود علاوه بر این فشار بیش از اندازه تزریق موجب میشود ماده از جریان اصلی خارج شود و وارد مسیری شود که مقاومت کمتری دارد.
راه حل:
1 – افزایش فشار گیره، تا قطعه حین تزریق کاملاً جوش بخورد.
2 – تمیز نگهداشتن قالب (و یا تعویض آن هنگامی که عمر مفید آن تمام میشود)
3 – بهینه کردن شرایط تزریق از قبیل سرعت و فشار تزریق، دمای قالب و نحوه خروج گاز.
از بسیاری از مشکلاتی که به آنها اشاره شد میتوان با استفاده از ابزارهای طراحی مناسب اجتناب کرد. استفاده از نرمافزارهایی نظیر (Solid works) میتوان به شناسایی محل بهینه راه گاه (گِیت)، پیشبینی محل نفوذ هوا، یافتن محل احتمالی وقوع خط جوش و … کمک کند و از همه این موارد مهمتر این است به کمک این ابزارها میتوان راهحلهایی برای مرتفع کردن این مشکلات احتمالی پیش از وقوع آنها، یافت. بنابراین هنگام وقوع آنها دیگر نگرانی از بابت مسائل مالی به وجود نخواهد آمد.
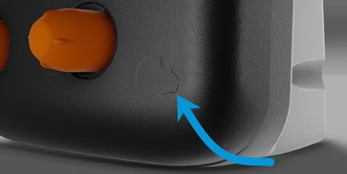
پدیده پلیسه در قالگیری تزریقی


تهیه و تنظیم از تیم پلیمرسبز
[is_logged_in]

برای دانلود مقاله به صورت pdf کلیک نمایید.
برای دریافت مقاله به صورت فایل pdf لطفا نام و ایمیل خودرا در فرم زیر وارد نمایید تا برای شما پیامک شود
[/is_logged_in]
[is_guest]
برای دریافت مقاله به صورت فایل pdf لطفا نام و ایمیل خودرا در فرم زیر وارد نمایید تا برای شما پیامک شود و یا اگر عضو سایت هستید وارد شوید و یا ثبت نام نمایید باتشکر.
[/is_guest]
لطفا کمی صبر کنید
لطفا کمی صبر کنید

[ratings]


