


کارگاه بازیافت پلاستیک ها چیست؟
کارگاه بازیافت پلاستیک مکانی است که بازیافت پلاستیک در 4 مرحله قابل اجراء می باشد.
1 . جمع آوری
2 . آسیاب یا پرس کردن
3 . شستشو
4 . گرانول کردن
یک کارگاه بازیافت پلاستیک می تواند یکی یا 4 نوع از این فعالیت ها را انجام دهد.
در تمام این مراحل روش کار, ماشین آلات و دستگاههای بازیافت پلاستیک, سطح سرمایه گزاری متفاوت می باشد.
همچنین مصرف انرژی و سوخت, مساحت سوله و تعداد کارگران برای هر بخش در کارگاه بازیافت پلاستیک متفاوت می باشد.
برای مثال در مرحله جمع آوری نیاز به انبار و سوله بزرگتری نسبت به مرحله گرانول کردن می باشد.
نکته مشترک در تمام این مراحل جداسازی ضایعات پلاستیک می باشد.
تخصیص سرمایه در هر مرحله شامل خرید دستگاهای بازیافت متناسب با نوع فعالیت, پول در گردش خرید ضایعات و اجاره مکان می باشد.
طبیعتا” در مراحل سوم و چهارم سطح سرمایه گزاری و به الطبع سود آوری بیشتر است.
مرحله اول جمع آوری کارگاه بازیافت پلاستیک:
ضایعات پلاستیک از شهرداری ها و یا اصطلاحا از گاراژها خریداری می گردد. و یا از درب منازل جمع آوری می گردد.
در هر صورت فعال بازیافت کننده در این مرحله تنها به جمع آوری کردن ضایعات پرداخته و به صورت اصطلاحا فله ای به فروش می رساند. این فروش می تواند بصورت تفکیک شده و یا مخلوط انجام شود.
در این مرحله نیاز به سوله بزرگ برای دپوی ضایعات پلاستیک می باشد. برخی موارد این گارگاهها علاوه بر ضایعات پلاستیک ضایعات کاغذ و مقوا و فلزات را نیز جمع آوری می نمایند.
مرحله دوم آسیاب یا پرس کردن کارگاه بازیافت پلاستیک:
در این مرحله ضایعات به صورت زنده از جمع آوری کنندگان خریداری می گردند.
قبل از ادامه موضوع لازم به توضیح است منظور از ضایعات زنده چیست؟
ضایعات زنده, ضایعاتی است که هیچ عملیات مکانیکی نظیر آسیاب شدن و یا پرس شدن روی آن انجام نشده باشد.
هدف کارگاه آسیاب پلاستیک و یا کارگاه پرس پلاستیک کاهش حجم ضایعات است .
برای انتقال به کارگاه شستشوی ضایعات پلاستیک می باشد.
به دلیل این که ضایعات پلاستیک حجیم می باشند .
برای کاهش هزینه حمل و نقل کارگاه بازیافت پلاستیک می بایست عملیات خردایش و یا فشرده سازی روی آن انجام گیرد.
هدف از این عملیات انتقال به مکان کارگاه شستشوی ضایعات پلاستیک با کمترین هزینه از نظر حمل و نقل کارگاه بازیافت پلاستیک می باشد.
و علاوه بر این جداسازی ضایعات پلاستیک نیز از اهداف یک کارگاه بازیافت پلاستیک آسیاب می باشد.

سوال مهم این است که عملیاتی که در کارگاه بازیافت پلاستیک انجام میشود شامل چه مراحلی است؟
[is_logged_in]
1 . انتخاب مناسب آسیاب و یا پرس پلاستیک با توجه به نوع پلاستیک و ظرفیت روزانه
2 . خرید و دریافت بار زنده
3 . جداسازی ضایعات پلاستیک
4 . آسیاب کردن و یا پرس کردن
5 . فروش به کارگاههای شستشوی ضایعات پلاستیک
بنابراین کسی که کار آسیاب پلاستیک درکارگاه بازیافت پلاستیک را انجام می دهد می بایستی انواع پلاستیک را از نظر جنس شناسایی و سپس جداسازی نماید.
لازم به توضیح است که در سال 1990 برای سهولت شناسایی و جداسازی ضایعات پلاستیک انجمن پلاستیک آمریکا 7 کد بین المللی برای ضایعات پلاستیک اعلام نمود.
این کدها در انتهای محصولات پلاستیکی درج می گردد و هر عدد نشان دهنده جنس یک یا چند نوع جنس پلاستیک می باشند.
7 کد پلاستیک کدامها می باشند؟
PET پلیاتیلنترفتالات (بطریهای یکبار مصرف),
PS پلیاستایرن (معروف به کریستال جهت ظروف شفاف در بستهبندی نظیر جعبه شکلات و جعبه سیدی).
PVC پیویسی (لوله پلیکا، سفرهها،کفپوشها).
PP پلی پروپیلن (ظروف بستهبندی لبنیات، سلفونها و گونیها).
HDPE پلیاتیلن سنگین (ظروف بادی برای بستهبندی شیر و شویندهها، پالتها).
ABS (پلاستیکهای لوازم خانگی).
جدول-1 پلاستیکهای رايج و کاربردآن ها
| نام پلاستیک |
کاربردها و کد |
پلیاتیلن ترفتالات(پت)PET |
بطریهای آشامیدنی، فیلمهای بستهبندی، فیلم رادیولوژی، الیاف. کد 1. |
پلیاتیلن سنگین HDPE |
بطریهای شیر، ظروف بستهبندی شویندها, مخازن بزرگ، پالتهای بستهبندی، سبدها،کیسهها، کیسههای ساک دستی، لولههای فاضلاب و سایر لولهها، انواع فیلم. کد2 |
پلیاتیلن سبک و سبک خطیLDPE,LLDPE |
وسایل منزل، اسباب بازی، نوار چسب، کیسههای پلاستیکی، کاغذ زرورق، فیلم، قطعات اتومبیل، لوازم ورزشی و آزمایشگاهی، لولههای پلیاتیلن، ظروف خانگی. کد4. |
پلی پروپیلنPP |
لولههای تحت فشار و مقاوم، وسایل خانگی (بدنه یخچال، ماشین لباسشويی وغیره…) ظروف یکبارمصرف، انواع بطری، بدنه باطری، سرنگ طبی، صنایع موکت، فرشبافی، گونی پلاستیکی، لوازم ورزشی، قطعات اتومبیل، |
پلیوینیل کلرایدPVC |
تولید لوله اتصالات، روکش کابل، شیلنگ، شمع، کفش، کفپوش و سفره, در و پنجره. کد3. |
پلی استایرن انبساطیEPS |
عایق برودتی در سردخانهها و یخچالهای صنعتی و خانههای پیشساخته، انواع فومهای بستهبندی نظیر ظروف یکبار مصرف و انواع یخدان و ترموس.کد6. |
پلی استایرن معمولیGPPS |
ظروف یکبارمصرف، وسایل الکترونیکی، بدنه ساعت، تلویزیون، رادیو، لوازم ورزشی، اسباب بازی، عایق برودتی در بدنه یخچالها، فریزرها و وسایل خانگی.کد6. |
پلی استایرن مقاومHIPS |
لوازم ورزشی، اسباب بازی، عایق برودتی در بدنه یخچالها، فریزر و وسایل خانگی. کد6. |
اکریلو نیتریل-بوتادین-استایرنABS |
صنعت اتومبیلسازی، لوازم آشپزخانه از قبیل سینکها و وان / لوازم برقی و الکتریکی (شامل بدنه آبمیوهگیری، جاروبرقی، یخچال و فریزر، تلویزیون و کامپیوتر). کد7. |
پلی کربنات PC |
محصولات قالبگیری, حفاظ وسایل روشنایی، روکش گلخانهها و استخرها، لوح فشرده یا سیدی .کد7. |
پلی آمید |
طناب های ماهیگیری, چرخ دنده ها, لباس ها |
پلی متیل متاکریلات |
لنز عدسی, روکش لامپ های چراغ ماشین خودرو,روکش دندان و پنل های شیشه ای |
این کدها بسیار کلی می باشند و هرکدام چندین زیر شاخه دارند. برای مثال با توجه به بازار بازیافت کشور عزیزمان ایران30نوع ضایعات پلاستیک خرید و فروش و بازیافت می گردد. مثال : انواع ضایعات برای کد1به نام اختصاری پت (پلی اتیلن ترفتالات):
ضایعات بطری برای بسته بندی(آب معدنی, انواع نوشابه و روغن)
ضایعات ورق(برای بسته بندی ظرف یکبار مصرف)
ضایعات تسمه
ضایعات الیاف
ضایعات فیلم
نکته مهم این است که چون در کارگاه بازیافت پلاستیک, مرحله ابتدایی , جداسازی می باشد بایست به درستی انجام شود تا سود لازم را برای بازیافت کننده داشته باشد. متاسفانه بسیار دیده شده است که جداسازی ضایعات پلاستیک بر اساس رنگ انجام می شود نه بر اساس جنس.
جداسازی بر اساس رنگ بدون در نظر گرفتن جنس از ارزش اقتصادی زیادی برخوردار نمی باشد. در نتیجه پرک آسیابی حاصله به قیمت پایین به فروش می رسد. بنابراین جداسازی ابتداء بایستی براساس جنس ضایعات پلاستیک و سپس بر اساس رنگ ضایعات پلاستیک انجام شود.
نتیجه این که یک آسیاب کار با انجام جداسازی مناسب ضایعات پلاستیک می تواند بین 1 تا چندین کارگاه شستشوی ضایعات پلاستیک را شارژ نماید. یعنی ضایعات مخلوط را تفکیک نموده و به کارخانه داران می دهد. این ضایعات شامل قطعات بادی, قطعات تزریقی, لوله, ظروف یکبار مصرف, بطری های یکبار مصرف, نایلون و گونی و غیره باشد.
نکات مهم در سودآوری یک کارگاه بازیافت آسیاب پلاستیک:
1 . انتخاب نوع آسیاب
انتخاب آسیاب پلاستیک بسیار مهم است. یک آسیاب کار می بایست با توجه به نرمی و سختی پلاستیک ها و ظرفیت ضایعات پلاستیک های ورودی, دستگاه آسیاب پلاستیک را انتخاب نماید.
انواع آسیاب بر اساس نوع تیغه عبارتند از :
شمشیری
چکشی
ناخنی
عملکرد صحیح یک دستگاه آسیاب در سود یک آسیاب کار بسیار تاثیرگزار است.
منظور از عملکرد صحیح یک دستگاه آسیاب چیست؟
منظور از عملکرد صحیح یک دستگاه آسیاب یعنی آسیاب خریداری شده می بایست طبق ظرفیت اعلام شده آسیاب نماید. برای مثال اگر قرار است در هر ساعت 200 کیلوگرم را آسیاب نماید, بعد از خرید و نصب مقدار 200 کیلو به 50 کیلو تنزل و افت ننماید. متاسفانه بسیار از آسیاب کاران به دلیل همین موضوع مجبور به متضرر شده و مجبور به بستن کارگاه خود شده اند.
علت این موضوع این است که بسیاری از افرادی که با شرکت ما تماس می گیرند تنها به قیمت آسیاب توجه می کنند نه به کارایی قدرت موتور نوع تیغه و غیره. نتیجه این که بسیاری از آسیاب های ارزان قیمت موجود در بازار برای کاهش قیمت و جذب مشتری از موتورهای ضعیفتر, شاستی ضعیفتر استفاده می نمایند در نتیجه زیر ظرفیت اعلام شده کار می کنند.
2 . میزان ضایعات کارگاه بازیافت پلاستیک
حداقل یک کارگاه بازیافت پلاستیک می بایست روزانه 1تن ضایعات پلاستیک داشته باشد.
3 . نوع ضایعات کارگاه بازیافت پلاستیک
سود کارگاه بازیافت پلاستیک همه نوع ضایعات یکسان نمی باشد. بازیافت برخی از ضایعات کارگاه بازیافت پلاستیک سود کمتر و بازیافت برخی از ضایعات کارگاه بازیافت پلاستیک سود بیشتری دارند. ضمنا ضایعات کارگاه بازیافت پلاستیک می تواند به صورت درهم و مخلوط و یا بصورت تکی خریداری گردد.
برای مثال تنها ضایعات بطری خریدار گردد و یا بصورت فله ای و مخلوط دریافت گردد.
4 . دانستن نحوه محاسبه سود و زیان بازیافت پلاستیک ها.
یک فعال بازیافت پلاستیک باید قبل از انجام هر کدام از مراحل 4 گانه بازیافت پلاستیک (جمع آوری,آسیاب یا پرس ,شستشو و گرانول کردن) باید نحوه محاسبه هزینه ها و … سود و درآمد را بداند تا مانع از انجام برخی هزینه ها گردد متضرر نگردد.
انتخاب پرس ضایعات پلاستیک:
پرس ضایعات متناسب با ظرفیت و حجم ضایعات پلاستیک تقسیم به پرس عمودی و یا پرس افقی می گردد. پرس عمودی ضایعات پلاستیک غالبا برای مقدار ضایعات کمتر استفاده می شود. (روزی 1 الی 2 تن)
در پرس افقی برای ضایعات بیشتر تا روزی 10 تن قابل استفاده می باشد. قدرت جک در این دستگاه بسیار حائز اهمیت می باشد زیرا میزان فشردگی بیشتر وظیفه اصلی یک دستگاه پرس می باشد.
5 . استفاده از تسمه نقاله برای جداسازی ضایعات پلاستیک.
آسیاب کاران و یا افرادی که پرس می نمایند لازم است از تسمه نقاله برای افزایش جداسازی ضایعات پلاستیک استفاده نمایند.
جالب است بدانید استفاده از تسمه نقاله باعث افزایش سرعت کار به میزان 5 برابر می باشد.
در بسیاری از کارگاههای بازیافت پلاستیک بشکه و یا مخزن بزرگی به هر کارگر داده شده است تا پلاستیک مربوط به خود را پس از جداسازی درون مخزن بریزد این کار بسیار زمانبر و خطای بسیار زیادی دارد و از طرف دیگر به جای این که کارگر سرعت خود را افزایش دهد کارگاه تابع سرعت کارگر می باشد.
6 . نحوه خرید و فروش بار.
یک آسیاب کار حرفه ای می داند چه فاکتورها و پارامترهایی را باید برای خرید ضایعات زنده باید در نظر بگیرد. برای مثال بار آفتاب خورده که تغییر رنگ داده بار مناسبی برای خرید نمی باشد.
و یا در مورد فروش بار آسیابی الزاما قیمت بالای خریدار دلیل بر سود بیشتر آن معامله نیست.
مرحله سوم شستشوی در یک کارگاه بازیافت پلاستیک:
یک کارگاه شستشوی ضایعات پلاستیک هم می تواند ضایعات پلاستیک زنده را شستشو و بازیافت نماید .
و هم می تواند پرک های آسیابی تفکیک شده را بازیافت نماید.
در هر صورت یک خط شستشوی ضایعات پلاستیک با توجه به دانسیته و نرمی و سختی ضایعات پلاستیک تقسیم بندی می گردد.
در یک کارگاه بازیافت پلاستیک چه زمانی خط شستشوی ضایعات پلاستیک باید گذاشته شود؟
زمانی که میزان ضایعات پلاستیک روزانه 3 تن در روز باشد گذاشتن خط شستشوی ضایعات پلاستیک از نظر اقتصادی دارای ارزش می باشد و اصطلاحا توجیه دارد.
عملیات یک کارگاه شستشوی ضایعات پلاستیک چیست؟
1 . جداسازی و آسیاب کردن ضایعات پلاستیک در صورتیکه ضایعات زنده گرفته شود.
2 . شسستشو دادن و جداسازی هنگام شستشوی ضایعات پلاستیک.
3 . شستشو دادن با آب گرم در صورت نیاز. (ضایعات چرب, ضایعات اسیدی و ضایعات بسیار کثیف)
4 . آبگیری ضایعات پلاستیک.
5 . خشک کردن ضایعات پلاستیک.
ضایعات پلاستیک در آب به چند دسته تقسیم می گردند:
ضایعات پلاستیک های روآبی
ضایعات پلاستیک های زیر آبی
ضایعات پلاستیک های معلق در آب
بنابراین نمی توان با یک خط بازیافت پلاستیک تمام انواع ضایعات پلاستیک را شستشو و بازیافت نمود.

کارگاه بازیافت پلاستیک
منظور از اصطلاحات ضایعات پلاستیک روآبی ,زیر آبی و معلق چیست؟
یکی از مشخصه های پلاستیک ها چگالی یا دانسیته آن ها می باشد. جدول زیر دانسیته چند پلاستیک مهم را در مقایسه با آب که دانسیته آن 1 گرم بر سانتی متر مکعب می باشد را نشان می دهد.
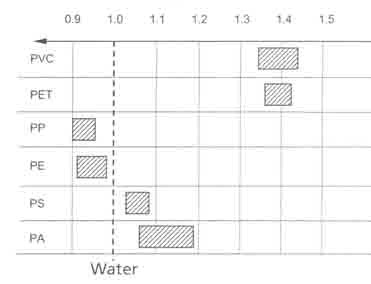
همانطور که ملاحظه می فرمایید دانسیته برخی پلاستیک ها از یک بیشتر است و برخی دیگر از 1 کمتر می باشد. هدف از مقایسه دانسیته پلاستیک ها با آب این است که سیال آب سیال بسیار مناسب و اقتصادی برای جداسازی مخلوط پلاستیک ها ,شستشو و بازیافت آن ها می باشد.
چه پلاستیک هایی از آب سبکتر می باشند؟
پلاستیک های روی آبی عبارتند از پلی اتیلن و پلی پروپیلن.
چه محصولاتی از این پلاستیک های روی آبی می سازند؟
کیسه های پلاستیکی, سلفون, گونی, دبه ,گالن های شوینده ها , بطری های شیر, بطری های شوینده ,لگن و تشت, پالت , سبد, سطل,لوله گاز و لوله های آبیاری قطره ای و برخی ظروف بسته بندی مواد غذایی لبنی .

چه پلاستیک هایی از آب سنگین تر و یا به اصطلاح پلاستیک های زیر آبی می باشند؟
پلی آمید , پی وی سی , پلی کربنات و پت.
چه محصولاتی را از این پلاستیک ها می سازند؟
بطری های آب معدنی, تسمه, لوله های جاروبرقی, لوله های فاضلاب از جنس پی وی سی, کف پوش, دیوارپوش, چرخ دنده, قطعات صنعتی,سی دی ,ورق های با ضخامت بالا و قطعات خودرو نظیر چراغ خودرو قالپاق و غیره.

چه محصولاتی جزء پلاستیک های معلق می باشند؟
ای بی اس, پلی استایرن , های ایمپکت.
چه محصولاتی را از این پلاستیک ها می سازند؟
وسایل الکتریک منزل مثل بدنه جارو برقی, بدنه آب میوه گیری, بدنه چرخ گوشت, بدنه کامپیوترها, قاب جعبه های شکلات ,قاب سی دی ها ,ظروف یکبار مصرف.

انواع خط شستشو و بازیافت ضایعات پلاستیک:
خط شستشوی بادی و لاک
خط شستشوی نایلون
خط شستشوی پت
خط شستشوی های ایمپکت و ای بی اس
چه عواملی باعث سود یک کارگاه شستشوی ضایعات پلاستیک می باشد؟
1 . انتخاب نوع ضایعات پلاستیک
2 . خرید ضایعات پلاستیک درست و مناسب
3 . شناخت مواد از نظر شناسایی و جداسازی
4 . استفاده از روش های صحیح جداسازی ضایعات پلاستیک
5 . محاسبه درست سود و زیان کار شستشوی ضایعات پلاستیک
6 . بودجه بندی صحیح سرمایه
7 . انتخاب دستگاه مکانیزه شستشوی ضایعات پلاستیک
یک خط مناسب و کارآمد بازیافت پلاستیک باید چه خصوصیاتی داشته باشد؟
1 . دستگاه آسیاب متناسب با نوع ضایعات :
برای مثال برای نایلون و پت آسیاب شمشیری پیشنهاد می گردد و برای بادی و قطعات تزریق آسیاب چکشی پیشنهاد می گردد.
2 . دستگاه فلات تانک :
مخزن شستشوی ضایعات پلاستیک نیز می بایست از نظر ابعاد و طراحی متناسب با نوع پلاستیک باشد. برخی از ضایعات روآبی بوده و برخی زیر آبی و غیره.
دستگاه فلات تانک در جداسازی و کیفیت پرک بسیار تاثیر گذار است زیرا در این دستگاه که سیال موجود در آن آب می باشد پلاستیک های روآبی و زیر آبی را از هم جدا نموده و ضمنا باعث جداسازی اجرام و آلودگی ها از پرک های خرد شده می گردد.
3 . آبگیر پلاستیک یا سانتری فیوژ:
دستگاه آبگیر پلاستیک بسیار مهم است اصولا کار آبگیر پلاستیک تنها آبگیری نمی باشد بلکه موجب شفافیت پرک های خرد شده و در نهایت تولید گرانول با کیفیت می گردد.

در یکی از سمینار ها که در مورد این موضوع بحث می شد, زمان استراحت شخصی که به صورت حرفه ای کار بازیافت انجام می داد, معتقد بود که بایستی ما روی سانتری فیوژ بیشتر تاکید نماییم زیرا در عمل ایشان نتیجه تاثیر استفاده از آن را روی بار پلاستیک بازیافتی خصوصا مشمع یا اصطلاحا نایلون را مشاهده نموده بودند.
بدون استفاده از سانتری فیوژ, مجبور به استفاده از تعداد زیادی کارگر هستیم و ضمنا بار تمیز و روشنی نیز تولید نمی شود. در حالت سنتی برای خشک کردن 300-500 کیلو نایلون برای مثال 10 ساعت زمان لازم است در حالیکه آبگیری مکانیکی برای نایلون150 کیلو در ساعت و برای سایر پلاستیک ها یک تن در ساعت آبگیری می نماید.
بهترین سانتری فیوژها از نظر کارایی معمولا سانتری فیوژ های افقی می باشند.
4 . دستگاه خشک کن:
وظیفه گرفتن رطوبت باقی مانده در پرک های شسته شده را دارد . یعنی پرک های آسیابی که حاوی مقداری رطوبت می باشند در مجاورت با هوای گرم نم و رطوبت زدایی شده و در نهایت خشک و آماده فروش می باشند.
آیا اجزاء خط بازیافت پت و های ایمپکت مشابه خط بازیافت و شستشوی پلاستیک های روآبی نظیر پلی اتیلن و پلی پروپیلن می باشد؟
نکته بسیار مهم که در این جا نیاز به توضیح می باشد این است که خط بازیافت پت و خط بازیافت های ایمپکت و ای بی اس دارای اجزاء بیشتری می باشند. برای مثال در خط پت هات واش, فرکشن باید اضافه شود و نوع طراحی فلات تانک آن نیز با ضایعات پلاستیک روآبی متفاوت می باشد.
همچنین خط بازیافت ای بی اس و های ایمپکت از خط بازیافت, پلاستیک های روآبی متفاوت می باشد.
روش های صحیح شناسایی ضایعات پلاستیک:
1 . توجه به کد مربوطه
2 . استفاده از تست شعله
3 . استفاده از تست دانسیته
4 . توجه به نوع محصول
تست شعله:

از ویژگی های تست شعله برای شناسایی پلاستیک ها سرعت انجام, سهولت آزمایش و اقتصادی بودن آن است. ضمن اینکه مجموعه اطلاعات به دست آمده, متنوع و بسیار کاربردی هستند.
تست شعله برای شناسایی کیفی پلاستیک ها و الیاف کاربرد فراوان دارد, در حقیقت هدف از انجام این آزمایش بررسی و تحقیق پیرامون رفتار و پدیده هایی است که یک پلاستیک هنگامی که داخل شعله قرار می گیرد و پس از خروج از آتش از خود بروز می دهد.
به کمک مشاهده و تحلیل نتایج حاصل از بررسی کمیت و کیفیت شعله, می توان از عناصر تشکیل دهنده و مواد افزوده شده به ان پلاستیک اطلاعات مفید و متنوعی را به دست آورد.
پدیده شعله ور شدن یک قطعه اطلاعات مستقیمی دارد با ماهیت و میزان گازهای فراری که در حین مواجه شدن با حرارت از خود آزاد می کنند.
در نهایت انجام صحیح تست شعله موجب شناسایی نوع پلاستیک می گردد.
تست دانسیته:
مقداری از پرک خرد شده را در آب خالص ریخته اگر روی آب قرار گیرد رو آبی و در صورت ته نشین شدن زیر آبی و درصورت معلق شدن موید گروه دیگری می باشد این تست تکمیل کننده تست شعله می باشد.
مرحله چهارم کارگاه تولید گرانول:
در مرحله چهارم تبدیل پرک به گرانول صورت می گیرد. یک کارگاه تولید گرانول می تواند شستشو را هم انجام دهد و محصول بدست آمده را تبدیل به گرانول نماید و یا این که بار زنده را جداسازی, شستشو و در نهایت تبدیل به گرانول نماید.
ورودی دستگاههای تولید محصولات پلاستیکی نظیر لوله,ورق ,ظروف یکبار مصرف,قطعات بادی و تولید نایلون و غیره گرانول باشد. به عبارت دیگر نمی توان در این دستگاهها از پرک برای شکل دهی قطعات استفاده نمود. بنابراین تولید گرانول برای رسیدن به محصول پلاستیکی الزامی می باشد.
چرا باید از گرانول در دستگاههای فرایندی استفاده نمود؟به دلیل این که انتقال حرارت در گرانول بهتر از پرک صورت می گیرد. و دستگاههای فرایندی بر اساس ورودی گرانول ساخته شده اند.
لازمه تولید گرانول با کیفیت شستشوی مکانیزه, جداسازی صحیح و خرید بار ضایعاتی با کیفیت می باشد.
انواع دستگاه گرانول ساز چیست؟
مهمترین بخش دستگاه گرانول ساز پیچ آن می باشد که از نظر نوع به تک پیچه و دوپیچه شناخته می گردند. دستگاه دو پیچه برای تولید گرانول توقت شده و کامپاند می باشد و دستگاه تک پیچه تنها وظیفه تبدیل پرک به گرانول را انجام می دهد.

انواع دستگاه گرانول ساز کدامند؟
دستگاه گرانول ساز تک مرحله
دستگاه گرانول ساز دو مرحله
برخی از مواد نظیر سلفون,گونی ,نایلون و های ایمپکت ماستی به دلیل سبک بودن به راحتی وارد دستگاه گرانول ساز نمی گردند بنابراین یا باید سنگین شده و اصطلاحا کندر و سپس تبدیل به گرانول شوند و یا از دستگاههای گرانول ساز دو مرحله ای استفاده شود. درحالی که ضایعات پرک پلاستیک های سخت نظیر بادی , لوله, های ایمپکت سخت و ای بی اس در یک مرحله به گرانول تبدیل می گردند.
چرا طول پیچ یک دستگاه گرانول ساز بسیار مهم می باشد؟
وظیفه این پیچ دستگاه گرانول ساز گرفتن مواد اولیه, ذوب و فشردن و پمپاژ کردن آنها است. بنابر این اگر طول مناسبی نداشته باشد, نمیتواند این وظایف را بدرستی انجام دهد و مواد را همگن و به اصطلاح یک دست نماید.
منظور از داشتن طول مناسب طول پیچی است که درون دستگاه گرانولساز وجود دارد که این وظیفه را انجام می دهد. این پیچ باید از طول و قطر مناسبی برخوردار باشد.
یک دستگاه گرانول ساز از چه اجزایی تشکیل شده است؟
قیف تغذیه: که محل قرار گرفتن خوراک یا آمیزه پلیمری (hopper) است.
بشکه (barrel): پیچ, در مرکز و در جهت طول آن قرار دارد و المان های حرارتی و سرمایشی, نزدیک سطح داخلی تعبیه شده اند تا حرارت مورد نیاز را برای ذوب مواد تامین کنند.
پیچ(screw) : وظیفه حرکت دادن و گرم کردن گرانول ها را دارد.حرکت و متراکم ساختن آنها در عین تماس با سطح داغ بشکه, مواد را ذوب می کند و سپس مذاب پلیمری را از دای (die) عبور می دهد.
موتور و جعبه دنده: برای به چرخش در آوردن پیچ با دور بهینه به منظور رسیدن به تولید حد اکثر.
صفحه مدور مشبک صافی: جهت تصفیه سیال مذاب و ایجاد فشار معکوس (back pressure) از آن استفاده می شود.
دای (die): شکل نهایی محصول را تعیین می کند. در حقیقت نقش قالب را در فرایند اکستروژن دارد.
ترموکوپل ها: شیر های تنظیم فشار هستند که برای کنترل حرارت, فشار و سرعت چرخش پیچ واقع می گردند.
واحد L/D چیست؟
طول یک پیچ نسبت به قطر آنرا L/D می گویند که می بایست بین 15 تا 30 باشد.برای هر ماده این مشخصات پیچ متفاوت می باشد. برای مثال اگر گرانول سازی برای پی وی سی باشد نمی توان با آن پلی اتیلن یا پلی پروپیلن یا پ.پ تولید کرد.
یک دستگاه گرانول ساز باید حداقل چند زون حرارتی داشته باشد؟
به علت ایجاد حرارت در این دستگاه می بایست از کنترل دمایی مناسبی برخوردار باشد لذا حداقل باید بتواند کنترل دما روی 5 ناحیه داشته باشد قسمت قیف,روی سه ناحیه پیچ حرارتی و قسمت دای .
· جنس این پیچ نیز حائز اهمیت است. لذا باید ضد خوردگی باشد. پیچ دستگاه گرانترین قسمت دستگاه است بنابراین باید از جنس ضد خوردگی باشد تا طول عمر بیشتری داشته باشد.پلاستیکها باعث خوردگی نمی شوند ولی زمانی که ذوب می شوند و به دمای 240-250 درجه سانتیگراد می رسند,در مجاورت مداوم با پیچ باعث ایجاد خوردگی می گردند. پس می بایست جنس آن از فولاد ضد خوردگی باشد نظیر VCN.
· هنگام خروج مذاب از قسمت دای یا کلگی از درون فیلتر یا صافی عبور می کند. وجود این فیلتر در هنگام استفاده از مواد بازیافتی الزامی است. زیرا باعث گرفتن ناخالصی ها از مذاب پلیمری و افزایش کیفیت گرانول تولید شده می گردد.فیلتر یا صافی یا توری بر روی دای قرار دارد.
· بر روی قسمت کلگی یا دای حتما دستگاه می بایست از دو یا سه فیلتر یا صافی استفاده گردد. در شکل زیر قسمت مستطیل شکل که مواد از آن خارج می گردد .دای نامیده می شود که صافی روی آن تعبیه می گردد.
·معمولا منافذ این فیلتر ها هنگام خروج مذاب پلیمری مسدود می گردند, بنابر این نیاز به تعویض صافی یا فیلتر یا توری دارند.
· نحوه تعویض این فیلتر می تواند دستی یا اتوماتیک انجام شود که در هر صورت نیاز به توقف دستگاه دارد. یعنی می بایست دستگاه خاموش گردد,فیلتر از محل خود برداشته شده و پس از تمیز کردن مجددا در محل خود قرار گیرد.
· اگر تعویض فیلتر بصورت خشابی باشد در صورت مسدود شدن توری اول توری دوم بصورت دستی جایگزین توری اول می گردد.
· نوع دیگری تعویض فیلتر یا صافی وجود دارد که بدون قطع شدن رشته تعویض انجام می گردد که نسبت به دو مدل قبلی پیشرفته تر می باشد از مزیت آن عدم خاموش شدن دستگاه و قطع نشدن رشته ها می باشد.
· نحوه خنک شدن به چند روش می باشد. یکی با هوا و دیگری با آب.
· این رشته ها باید توسط کاتری بریده شوند که نحوه بریده شدن آن ها نیز از عوامل دیگر است که بر روی کیفیت آن تاثیر می گذارد. برای مثال کاتر آسیابی یا خورشیدی که از انواع کاتر ها یا برش گرهایی هستند که برای بریدن رشته استفاده می گردند.
· گرانول ساز رشته ای زیر آبی در این نوع گرانول ساز رشته های مذاب وارد آب شده و بوسیله تیغه بریده می شوند.
· رشته ها به صورت گرد یا عدسی و یا استوانه ای بریده می شوند.
گرانول ها پس از بریده شدن با نیروی گریز از مرکز به پوسته ای که در اطراف آن می چرخد برخورد می کند و سرد می شود.
چرا وجود گاز گیر در دستگاه گرانول ساز مهم می باشد؟
عدم وجود گازگیر در گرانول ساز ها سبب حفره دار شدن گرانول و کیفیت پایین قطعه تولیدی میگردد .
در تولید نایلون باعث تولید حباب و در قطعات تزریقی وجود حباب در قطعه شکننده شدن را به دنبال دارد.
سود یک کارگاه گرانول ساز به چه عواملی بستگی دارد؟
نوع ضایعات
جداسازی صحیح
داشتن دستگاه شستشوی مکانیزه با کیفیت
دستگاه گرانول ساز
کیفیت گرانول
برخی از فعالان بازیافت پلاستیک در زمینه گرانول قادر به فروش محصول خود نمی باشند زیرا دستگاه از طول مناسبی برخوردار نمی باشد و دارای گاز گیر نبوه و گرانول تولید شده حباب دار می گردد.
شما این فرصت را دارید، با تکمیل فرم زیر، قبل از انتخاب دوره آموزشی مناسب خود، از مشاوره رایگان کارشناسان آموزشی مجموعه پلیمرسبز استفاده نمائید.
برای دریافت هدیه لطفا نام و شماره تلفن معتبر خودرا در پاپ آپ وارد نمایید تا بلافاصله لینک دانلود برایتان پیامک شود باتشکر.

[/is_logged_in]
[is_guest]
برای دریافت ادامه مقاله به صورت فایل pdf لطفا نام و ایمیل خودرا در فرم زیر وارد نمایید تا برای شما پیامک شود و یا اگر عضو سایت هستید وارد شوید و یا ثبت نام نمایید باتشکر.
[/is_guest]
لطفا کمی صبر کنید
2 دیدگاه برای “کارگاه بازیافت پلاستیک چیست؟”
با سلام از ارسال مطالب مفید و کامل شما کمال تشکر را دارم سوالی دارم در رابطه با ادامه کارم در حال حاضر بازیافت کدام نوع مواد صرفه اقتصادی مطمئن و بیشتری دارد؟
با سلام و سپاس
درحال حاضر خرید وفروش همه مدل ضایعات سود آور است ولی نکته مهم ترکیفیت بار هست ولی متاسفانه الان کیفیت بارهای ضایعاتی خیلی پایین هست.