

کدام قالبگیری دمشی برای پت مناسب تر است؟ تک مرحله ای یا دو مرحله ای
 مقدمه
مقدمه
به طور کلی استفاده از روش قالبگیری دمشی (بادی)
برای تولید طیف گستردهای از محصولات به کار گرفته می شود. از جمله:
تولید انواع شیشه های شیر، قوطی های پلاستیکی روغن،
ظروف وشیشه های پلاستیکی انواع نوشیدنی، ظروف مواد شوینده و بهداشتی و …
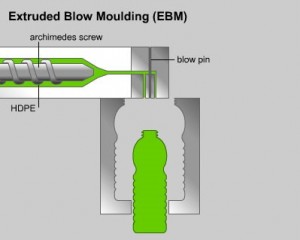
فرآیندهای دمشی متفاوتی ازجمله رانشگری (اکستروژن)،
تزریقی و کششی وجود دارند که فرآیند دمشی کششی اصلیترین روش برای تولید بطری های پرمصرف PET است
که در ادامه به تفصیل مورد بررسی قرار می گیرد.
تعریف کلی فرآیند قالبگیری دمشی -کششی:
این فرآیند شباهت بسیار زیادی به روش قالبگیری دمشی تزریقی دارد با این تفاوت که در این تکنیک،
پیش از فرآیند دمش و شکل گیری نهایی،
پیش شکل (preform) در جهت محوری تحت کشش قرار گرفته و کشیده می شود.
اما این کشش محوری چه اهمیتی داشته و چه ویژگی برای محصول به ارمغان می اورد؟
کشش محوری پیش شکل قبل از فرآیند دمش نهایی، منجر به آرایش یافتگی زنجیره های بسپار شده
و همین امر منجر به تقویت خواص محصول می شود.
به عبارت دیگر ارتقاء خواصی همچون:
استحکام ضربه، سفتی، شفافیت و سدگری (barrier) مناسب محصول در برابر انواع گازها را به وجود می اورد.
توضیح آنکه ارتقاء خاصیت سدگری در ظروف مواد غذایی مسئلهای بسیار با اهمیت است
چراکه منجر به نگهداری مناسب مواد غذایی داخل ظروف نگهداری و عدم فساد و تجزیه آنها می گردد.
از دیگر مزایای کشش محصول در این روش، کنترل بیشتر و بهتر بر روی یکنواختی ضخامت دیواره محصولات نسبت به سایر روشها بوده
که همین امر امکان طراحی ظروف بزرگتر را بدون نگرانی و دغدغه از نقصهای احتمالی در دیواره محصولات میسر می سازد.
چهار پلاستیک اصلی و پرکاربردی که با این روش فرآیند می شوند عبارتنداز:
پلی پروپیلن (PP)، پلی وینیل کلراید (PVC)، پلی اتیلن ترفتالات (PET) و پلی اکریلونیتریل (PAN)
به طور کلی دو روش برای فرآیند قالبگیری دمشی-کششی وجود دارد:
الف) فرآیند تک مرحله ای
ب) فرآیند دو مرحله ای
به طور خلاصه می توان گفت که در فرآیند تک مرحله ای،
پیش شکل تهیه شده پس از فرآیند قالبگیری تزریقی،
بلافاصله تحت فرآیند سرمایش قرار نمی گیرد
این درحالی است که در فرآیند دو مرحله ای
، پیش شکل به صورت مجزا آماده سازی و تهیه شده و پس از آن مجددا گرما داده می شود.
سپس وارد مرحله سرمایش شده و تا دمای مورد نظر (اصولا دمای محیط) خنک می شود.
در نهایت، پیش شکل، تحت فرآیند دمش قرار گرفته تا شکل نهایی محصول حاصل شود.
به منظور تهیه و تولید بطریهای PET،
لازم است تا ابتدا پیش شکل به روش فرآیند قالبگیری تزریقی تهیه شده و پس از آن تحت فرآیند دمشی-کششی قرار گیرد.
به عبارت دیگر، این مراحل می توانند در یک ماشین انجام شوند
که در این صورت فرآیند تک مرحله ای نامیده شده و یا مراحل به صورت مجزا مورد بررسی قرار گیرند،
که در نتیجه فرآیند دو مرحلهای مدنظر خواهد بود. هر یک از فرآیندهای نام برده شده مزایا و معایبی دارند
که تولیدکنندگان با توجه به نیاز و همچنین طیف محصولات مورد نظرشان باید مناسبترین فرآیند را انتخاب نمایند.
در ادامه هر یک از فرآیندهای تک مرحله ای و دو مرحله به تفصیل مورد بررسی قرار خواهند گرفت.
فرآیند تک مرحله ای قالبگیری دمشی-کششی چه ویژگی هایی دارد؟
ماشین و تجهیزات مکانیکی این فرآیند مشابه تجهیزات قالبگیری تزریقی است. ابتدا پیش شکل مورد نظر داخل قالب های تزریق تهیه شده و تا زمانی که تحت فرآیند دمش قرار گیرد، گرم نگهداشته می شود. سپس پیش شکل توسط یک میله (rod) در جهت محوری کشیده شده و نهایتا تحت دمش قرار می گیرد تا شکل نهایی محصول حاصل شود. بطری شکل دهی شده تحت سرمایش قرار گرفته و پس از تکمیل فرآیند توسط پرانهای تعبیه شده (ejection) از قالب خارج می شود. شکل 1، تصویری از این فرآیند را نشان می دهد.
شکل 1. تصویری از فرآیند تک مرحلهای قالبگیری دمشی -کششی
مزایای این روش عبارتند از :
-
محصول نهایی (بطری) فاقد هرگونه لکه و یا عیب ظاهری است (که البته این مورد وابسته به رعایت کلیه اصول شکل دهی است اما به طور کلی، این دسته از نواقص، در این روش به میزان حداقل گزارش می شوند).
-
کنترل مناسب و صحیح بر روی فرآیند تولید پیش شکل (کنترل طراحی، ساخت و کیفیت)
-
امکان تولید بطریهای با طول زیاد (نسبت طول به عرض بالا)، به واسطه کنترل مناسب شرایط تولید و به ویژه مرحله پیش شکل
-
انعطاف پذیری مناسب.
مزایای گفته شده استفاده از این روش را برای تولید کلیه بطریهای PET به ویژه انواع ظروف و بطریهای نگهداری مواد غیر آشامیدنی مناسب می سازد (نیاز به طراحی خاص). اما با این وجود معایبی نیز وجود دارد که عبارتند از:
-
چرخه (سیکل) تولید طولانی مدت
-
مشاهده نایکنواختی در ضخامت دیواره محصولات
-
بالا بودن زمان کارکرد ماشین تولید (اکثرا 24 ساعته) برای کاهش میزان ضایعات تولیدی
نایکنواختی مشاهده شده در دیواره محصولات، ناشی از گرمای تولید شده برشی و موجود در مذاب پلاستیک است. کنترل دمای مذاب از راهکارهای موجود برای کاهش و رفع این نقص است. البته استفاده از راهگاه های (runner) داغ نیز می تواند مفید باشد و اختلاف پروفیل دمایی را به حداقل میزان ممکن برساند.
فرآیند دومرحلهای قالبگیری دمشی -کششی شامل چه مراحلی است ؟
مهمترین تفاوت این تکنیک با فرآیند تک مرحله ای، وجود مرحله گرمایش مجدد پیش شکل تهیه شده است. به طور کلی این تکنیک شامل مراحل زیر است که هر یک به طور جداگانه بحث خواهند شد.
الف) قالبگیری تزریقی پیش شکل (تهیه پیش شکل)
ب) گرمایش پیش شکل
پ) قالبگیری دمشی -کششی پیش شکل گرما دیده
شکل 3 نمایی از مراحل مختلف فرآیند قالبگیری دمشی -کششی دو مرحلهای را نشان می دهد.

شکل 3. تصویری از مراحل فرآیند دو مرحلهای قالبگیری دمشی -کششی
الف) قالبگیری تزریقی پیش شکل
ابتدا طی فرآیند قالبگیری تزریقی، پیش شکل تکلایه و یا چندلایه تولید می شود. (طراحی لایه ها با توجه به مصرف و کاربرد بطری تولیدی صورت گرفته و وابسته به خاصیت سدگری (barrier) محصول خواهد بود).
برخی از ماشینهای تزریق حاوی تعداد زیادی قالب بوده و طی هر مرحله (shot)، توانایی تولید بیش از 96 قطعه (پیش شکل) را خواهند داشت. پیش شکلهای تولیدی انبارش شده تا نهایتا توسط ماشین قالبگیری دمشی-کششی به طور مستقل و جداگانه، تحت دمش قرار گرفته و شکل دهی نهایی شوند.
روش تولید دو مرحلهای این امکان را برای تولیدکنندگان فراهم می سازد تا پیش شکل مورد نظر و مناسب نیاز خود را از شرکتهای تولیدکننده پیش شکل، خریداری کرده و تنها تحت فرآیند نهایی شکلدهی (استفاده از ماشین دمشی-کششی) قرار دهند و محصول نهایی را به فروش رسانند. به عبارت دیگر در این شرایط، تولید کننده نگرانی از دغدغه های بیشمار فرآیند قالبگیری تزریقی و تهیه و ساخت پیش شکل نداشته و تنها فرآیند شکلدهی نهایی را که کمترین ریسک ممکن را در بر دارد، بهعهده می گیرد. شکل 2 تصویری از انواع مختلف پیش شکلها را نشان می دهد.

شکل 4. انواع مختلف پیش شکلها
ب) گرمایش پیش شکل های پری فرم
پیش از فرآیند شکلدهی نهایی، گرمایش پیش شکل تهیه شده ضروری است. بسیاری از خواص محصول نهایی وابسته به این مرحله خواهد بود. در این قسمت، هدف ایجاد انرژی گرمایی و پروفیل دمایی مناسب و یکنواخت در ابعاد هندسه مختلف پیش شکل یعنی طول و دیواره آن است تا مشکلات ناشی از تفاوت پروفیل دمایی (موجود در فرآیند تک مرحلهای) ایجاد نشود و محصولی با خواص مناسب حاصل گردد. بنابراین یکی از مهمترین مسائل پیش رو در این بخش، ایجاد پروفیل گرمایی یکنواخت در اطراف پیش شکل است. به منظور تولید گرما از آونهای مادون قرمز استفاده شده و پیش شکلها برای جذب گرمای یکنواخت در حال چرخش خواهند بود. از سوی دیگر در این مرحله جریان هوا نیز به صورت همرفتی (convection) طراحی شده تا پروفیل دمایی، یکنواختی بیشتری داشته و گرمای بیش از حد منجر به سوختگی برخی از نقاط پیش شکل نشود.
پس از مرحله گرمایش به پیش شکل زمان داده می شود تا دمای آن از طریق فرآیند همرفتی محیط و به صورت طبیعی به دمای پایینتر (اصولا دمای محیط) برسد.
با توجه به طراحی و استفاده از ماشین مناسب، اصولا زمان مرحله گرمایش پیش شکل بین 25-15 ثانیه طراحی می شود. بنابر مطالعات انجام شده، بهینه زمان خنک شدن پیش شکل و پایین آمدن دمای آن باید بین 40-60 درصد زمان مرحله گرمایش طراحی شود.
پ) قالبگیری دمشی -کششی پیش شکل گرمادیده
پیش شکلهای گرمادیده داخل قالبهای ماشین دمشی-کششی قرار گرفته و در جهت محوری کشیده می شوند، پس از آن فرآیند دمشی انجام شده تا شکل نهایی محصول حاصل شود.
مزایای فرآیند دو مرحلهای عبارت است از:
-
ظرفیت تولید بالا. امکان تولید 72000-1000 بطری در ساعت
-
چرخه تولید بالا (سیکل زمانی کوتاه)
-
عدم نایکنواختی در دیواره بطریها به واسطه مرحله پیشگرمایش و کنترل دمایی مناسب
-
امکان انتخاب طراحیهای متنوع و مناسب به واسطه خرید پیش شکل از تولیدکنندگان گوناگون
-
رفع مشکلات و نگرانیهای طراحی در مرحله قالبگیری تزریقی پیش شکل، به واسطه خرید انواع آماده آن
-
امکان قطع فرآیند تولید در هر زمان بدون ایجاد ضایعات
از جمله معایب این روش عدم همخوانی و مناسب بودن طراحی پیش شکل خریداری شده با قالب ماشین دمشی- کششی است که بدین منظور پیش از انتخاب و خرید پیش شکل باید محدوده طراحی قالب ماشین دمشی-کششی موجود را مد نظر قرار داد. در صورت بیتوجهی به این مورد امکان رویت معایبی همچون پلیسه و یا تاب برداشتگی در محصول دور از انتظار نخواهد بود. البته یکی از راهکارهای موجود برای رفع این نقص که امروزه در صنعت بسیار پرکاربرد است، پوشاندن نقصهای مذکور بهوسیله آستری و یا برچسبهای الصاقی به بطریهای تولیدی است.
در حال حاضر بیش از 80% بطریهای نوشیدنی موجود در بازار به روش فرآیند دو مرحلهای قالبگیری دمشی – کششی تولید می شوند و انتخاب فرآیند تولید 20% باقیمانده نیز کاملا اختیاری و با توجه به صلاحدید تولیدکنندگان انجام می پذیرد.
شناخت ماشینهای صنعتی و تجاری این حوزه
حین خرید ماشینآلات و تجهیزات فرآیند قالبگیری دمشی-کششی، توجه به این نکته ضروری است که برخی از ماشینها قابلیت استفاده برای طیف گستردهتری از پلاستیکها همچون: پلیپروپیلن، پلیکربنات، پلی اتیلن نفتالات و پلی اتیلن ترفتالات بازیافتی را دارند این در حالی است که طراحی برخی دیگر از ماشینها امکان قالبگیری تعداد محدودی از پلاستیکها مثل PET وPEN را در اختیار تولیدکنندگان قرار می دهد. از شرکتهای پیشتاز در زمینه ساخت ماشین آلات و تجهیزات فرآیندهای تک مرحله ای و دو مرحله ای قالبگیری دمشی -کششی، شرکت ASB Nissei است.
یکی از سوالات متداول در این بخش آن است که چرا با وجود ارزانتر بودن ماشینآلات فرآیند قالبگیری دمشی -رانشگری(اکستروژن)، فرآیند قالبگیری دمشی -کششی مناسبتر است؟
در روش قالبگیری دمشی – کششی، بطری تهیه شده استحکام و شفافیت بیشتری داشته و از سوی دیگر سبکتر نیز هست، پارامترهایی که برای تولید بطریهای حاوی مواد غذایی و آشامیدنی ضروری است و تنها با این روش فرآیند، قابل دستیابی است. به عبارت دیگر دستیابی به برخی از طراحیها و خواص، تنها با استفاده از روش فرآیند قالبگیری دمشی -کششی میسر است که از آن جمله ساخت ظروف و بطری های پرمصرف PET است.
تهیه و تنظیم از تیم پلیمرسبز
[is_logged_in]

برای دانلود مقاله به صورت pdf کلیک نمایید.
برای دریافت مقاله به صورت فایل pdf لطفا نام و ایمیل خودرا در فرم زیر وارد نمایید تا برای شما پیامک شود
[/is_logged_in]
[is_guest]
برای دریافت مقاله به صورت فایل pdf لطفا نام و ایمیل خودرا در فرم زیر وارد نمایید تا برای شما پیامک شود و یا اگر عضو سایت هستید وارد شوید و یا ثبت نام نمایید باتشکر.
[/is_guest]
لطفا کمی صبر کنید
لطفا کمی صبر کنید
[ratings]


