


میزان عددی شاخص جريان مذاب چه ویژگیهای فنی را نشان می دهد؟
میزان عددی، شاخص جريان مذاب (MFI) عبارتست از وزن جريان مذاب خارج شده
از يك داي استاندارد در مدت زمان ده دقيقه تحت شرايط استاندارد (دما و وزنه معيّن).
مقدار عددي شاخص جريان مذاب در گسترهي (0.01 – 100 gr/10 min.) قابل محاسبه است
ولي آنچه که بيشتر متداول و معمول است محدوده ی (0.2 – 50 gr/10 min.) ميباشد.
میزان عددی شاخص جريان مذاب، با جرم ملکولي پلیمر تحت آزمایش نسبت معکوس دارد.
هرقدر جرم ملکولي يک پلاستيک کمتر باشد
عدد شاخص جريان مذاب آن بيشتر است
به عبارت ديگر به علت کوتاه بودن نسبي طول زنجيرها،
در نتيجه گره خوردگي کمتر بين آنها و جاذبه فيزيکي کمتر بين ملکولها،
این گونه مواد دارای گرانروي مذاب کمتری بوده و با سرعت بيشتري جاري ميشوند
و در زمان استاندارد ده دقيقه، مقدار بيشتري پليمر مذاب از اُريفيس داي خارج شده
و به تبع وزن ماده خروجي بيشتر است.
هر قدر عدد MFI بيشتر باشد، جريانيابي پليمر مذاب در داخل قالب يا ماشين شكلدهي با سهولت و با سرعت بيشتر صورت ميگيرد.
معمولاً گونه هايي از پلاستيک كه براي استفاده در فرآيندهاي تزريقي مناسب هستند، شاخص جریان مذاب بالايي دارند.
سهولت و سرعت جريان يابي مذاب پلاستیک در برخي از فرآيندها، پدیده ی مطلوبی نيست و موجب تغيير شكل و به هم خوردن ابعاد قطعه در حال شکل دهی، قبل از جامد شدن آن مي شود.
هرقدر جرم ملکولي يک پلاستيک بیشتر باشد، عدد شاخص جريان مذاب (MFI) آن کمتر است.
پلاستیکهایی با MFI خیلی کم معمولاً در فرآيندهایی مورد استفاده قرار میگیرند، که جريان کند مذاب باعث بهم خوردن ابعاد قطعه ي شكل داده شده نمیشود، و فرآیند تولید آنها را مختل نمیکند، (مانند تولید لوله).
در فرآيندهای قالبگیری دمشی (بادی)، یا شکلدهی اكستروژن، پس از عبور پليمر مذاب از داي اكسترودر، فقط شاخص جريان مذاب کم، یا جرم ملکولی های بالا که گرانروی بیشتری دارند، میتوانند شرایط شکل دهی این گونه فرآیندها را تحمل کنند.
اگر به اشتباه پلاستیکهایی با MFI خیلی زیاد در فرآيند اکستروژن مورد استفاده قرار گیرند، ممکن است پليمر مذاب به حالت شُرّه از دهانه ي كلّگي دستگاه خارج شود.
جدول(1) نشان ميدهد که استاندارد ASTM D 1238شاخص جريان مذاب را در پنج طبقه دسته بندي ميکند، و آن را مبناي مطالعه و کاربرد مواد و شيوه شکل دهي آنها قرار مي دهد، که مصداق آن را در اغلب جداول و كتابها، بخصوص در ارتباط با مقایسه و بيان خواصّ انواع پلي اتيلن ها، مي توان مشاهده كرد.
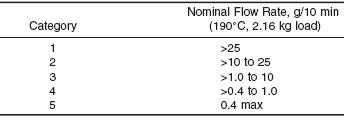
جدول(1) دسته بندي شاخص جريان مذاب پلي اتيلن در پنج طبقه بر اساس استاندارد ASTM D 1238
اثر میزان عددی شاخص جريان مذاب بر روی خواصّ مکانیکی محصول
در جدول (2) مقايسه اي بين ضريب جريان مذاب پنج نوع پلي اتيلن سبك كه داراي دانسيته يكسان ولي جرم ملكولي مختلفي دارند و به تبع خواصّ مكانيكي متفاوتي را به وجود مي آورند نشان داده شده است.
LDPEd= 0.92 |
LDPEd= 0.92 |
LDPEd= 0.92 |
LDPEd= 0.92 |
LDPEd= 0.92 |
Units |
Properties |
70 |
20 |
7.0 |
2.0 |
0.3 |
gr/10 min |
Melt flew index |
20000 |
24000 |
28000 |
32000 |
48000 |
gr/mol |
Number average molecular weight |
– |
8.9 |
10.2 |
12.5 |
15.3 |
MPa |
Tensile strength |
150 |
300 |
500 |
600 |
620 |
% |
Elongation at break |
10 |
15 |
25-20 |
40-35 |
46-44 |
D |
Hardness (Shore D) |
جدول (2) مقايسه ي اثر شاخص جريان مذاب پنج نوع پلي اتيلن سبك بر روي خواصّ مكانيكي آنها
چگونگی انجام آزمایش
ابتدا حدود شش گرم گرانول را داخل كوره ي لوله اي عمود بر زمين دستگاه كه محيط آن را المان هاي حرارتي احاطه كرده است مي ريزند، پيستون روي گرانول ها قرار داده ميشود، سپس دمای استاندارد، متناسب با ماهیّت پلیمر، به نرمافزار دستگاه باید معرفی شود.
این درجه حرات معيّن را استاندارد(ASTM D 1238-04) براي پلي اتيلن 190 °C، پلي استايرن200 °C و پلي پروپيلن 230 °C مشخّص نموده است، جدول (3)، تا در مدت زمان حدود بيست دقيقه كل مجموعه به تعادل حرارتي برسد و گرانول ها كاملاً ذوب شوند.
در لحظه شروع آزمايش وزنه ي معيّني كه استاندارد (ASTM D 1238-04) ميزان آن را براي پلي اتيلن2160 gr ، پليپروپيلن 2160 gr و پلياستايرن 5000 gr مشخّص نموده است، را بر روي انتهاي بالايي پيستون قرار مي دهند، تا اکسترود مواد مذاب از داخل يك داي استاندارد (با مشخصات آلياژ تنگستن كه در مقابل حرارت تغيير ابعاد نميدهد، به ضخامت 8.000 mm و قطر سوراخ وسط آن 2.095 mm) با سرعت برشي كم انجام شود.
از لحظه اي كه وزنه روي بخش فوقاني پيستون قرار مي گيرد و عمل اكسترود پليمر مذاب شروع مي شود ميزان خروج پلاستيك مذاب در ده دقيقه، عدد شاخص جريان مذاب آن نمونه را تعيين مي كند.
بعضی از دستگاه ها مجهز به سیستم برش هستند، به این صورت که در زمان معرّفی شده به نرم افزار دستگاه، نمونه اکسترود شده بریده شده، و زمینه برای برش نمونه بعدی آماده می شود.
در پایان آزمایش معمولاً نمونه اول و آخر را حذف، و میانگین وزنی اعداد بهدست آمده را تعیین میکنند، و آن را با مقیاس استاندارد gr/10 min هماهنگ می نمایند.
اين آزمايش در حقيقت معياري را براي استنباط از قابليت جريان يابي پليمر تحت آزمون نشان مي دهد، و ويسكوزيته مذاب، تا حد زيادي تابعي از جرم ملكولي پليمر در دست آزمايش مي باشد.
پرسش: هنگامي که شاخص جريان ذوب عدد بالايي باشد، قبل از ده دقيقه که زمان استاندارد انجام آزمايش است، مخزن نگهدارنده مواد مذاب تخليه خواهد شد، در چنين مواردي چه بايد کرد تا نتايج صحيح بهدست آيد؟
جواب: بايد زمان نمونهبرداري را کاهش داد، به اين معني كه به صورت تقريبي در هر دقيقه، يک نمونهگيري ميبايست انجام گيرد، و سعي شود که بين پنج تا شش نمونه، تا تخليه مخزن بهدست آيد، چون اين سري نمونهها در يک دقيقه تهيه شدهاند، طبيعي است که وزن آنها بايد در عدد ده ضرب شود تا وزن مقدار پلاستيک اکسترود شده در ده دقيقه محاسبه گردد.
ملاحظات و برداشت های علمی و تجربی از اعداد شاخص مذاب جریان
معمولاً گونه هايي از پلاستيک كه براي استفاده در فرآيندهاي تزريقي مناسب هستند، ضريب شاخص مذاب بالايي دارند.
پلاستيک هایی که برای فرآیند ترموفرمینگ بهکار میروند دارای ضريب شاخص مذاب نزدیک به تزریقی هستند.
گونه هايي از پلاستيک كه براي استفاده در فرآيند قالبگیری چرخشی مورد استفاده قرار میگیرند اغلب دارای شاخص جریان مذاب تقریبی (4-6) میباشند.
گونه هايي از پلاستيکها كه در فرآيند قالبگیری دمشی (بادی) مصرف میشوند اغلب دارای شاخص جریان مذاب تقریبی (2) میباشند.
گونه هايي از پلاستيک كه براي استفاده در فرآيندهاي اکستروژن مناسب هستند، ضريب شاخص مذاب بسيار کمي دارند.
اکستروژن گسترده ترین شیوه شکل دهی پلاستیکهاست که در صنعت ممکن است به صورت اکسترود لوله، فیلم، پروفایل، پوشش سیم و غیره مشاهده شود.
گریدهای اغلب پلاستیک های گرمانرم پلاستیکهای صنعتی برای فرآیند شکل دهی در گستره وسیعی از شاخص جریان مذاب ساخته می شوند، بر روی دو کیسه پلی پروپیلن تزریقی، ساخت یک شرکت بسیار معتبر اروپایی، بر روی یکی MFR=7 gr/10 min و دیگری MFR=35 gr/10 min نوشته شده است، لطفاً به سوالهای زیر جواب دهید:
1 – با وجودی که هر دو کیسه برای فرآیند تزریق ساخته شده اند، کیفیّت محصول کدام کیسه از نظر خواصّ مکانیکی محصول نهایی بهتر است؟
2 – گرانول های کدام کیسه با سرعت بیشتری تزریق می شوند، به عبارت دیگر راندمان تولید و سودآوری کدام بیشتر است؟
3 – به نظر شما کدام یک برای ساخت قطعات جداره نازک توصیه می گردد؟
4 – آیا پیش بینی می کنید بعضی از ماشین های تزریق ممکن است در تزریق نمونه دارای گرانروی بالاتر با مشکل روبرو شوند و گریپاژ کنند؟
با توجه به شكل، ابعاد، ظاهر قطعه، وزن، اثر خط قالب، قيمت و غيره، در بسياري از موارد ميتوان به شيوه ي شكل دهي آن دست يافت كه همين موضوع مي تواند در تعيين و انتخاب نوع و گونه ي پلاستيك مورد نظر كمك شاياني نمايد.
منبع : کنترل کیفیّت پلاستیکهای گرمانرم، تالیف مهندس سعید نعمتی
تهیه و تنظیم از تیم پلیمرسبز
[is_logged_in]

برای دانلود مقاله به صورت pdf کلیک نمایید.
برای دریافت مقاله به صورت فایل pdf لطفا نام و ایمیل خودرا در فرم زیر وارد نمایید تا برای شما پیامک شود
[/is_logged_in]
[is_guest]
برای دریافت مقاله به صورت فایل pdf لطفا نام و ایمیل خودرا در فرم زیر وارد نمایید تا برای شما پیامک شود و یا اگر عضو سایت هستید وارد شوید و یا ثبت نام نمایید باتشکر.
[/is_guest]
لطفا کمی صبر کنید
لطفا کمی صبر کنید


[ratings]



2 دیدگاه برای “82- میزان عددی شاخص جريان مذاب چه ویژگیهای فنی را نشان می دهد؟”
با سلام و درود،
از این مقاله بسیار مفید، بسیار سپاسگزارم.
در جواب سوالهای بیان شده در آخر مقاله باید عرض کنم که:
1- پلیمری که دارای MFR کمتری هست، خواص مکانیکی بهتری دارد.
2- پلیمری که دارای MFR بیشتری هست، دارای سرعت تزریق بیشتری هست و راندمان تولید بیشتر است.
3- پلیمرهایی که دارای MFR کمتری هستند انرژی بیشتری برای تزریق آنها به درون قالب تزریق لازم است و ممکن است دچار گریپاژ ماشین تزریق شوند.
با سپاس
سلام آقای شورگشتی .ممنون از این که کامل به سوالات پاسخ دادید .بله تمام پاسخ های شما صحیح است.