


بررسی 11 اشکال مهم در فرایند گرانول سازی
خیلی از افرادی که تمایل به سرمایه گذاری در بازیافت پلاستیک ها می باشند علاقه به تولید گرانول و گرانول سازی دارند.
تولید گرانول کار تخصصی است که نیاز به کسب دانش و تجربه دارد.
زیرا اگر گرانول تولید شده اشکال داشته باشد
محصولی هم که از آن تولید می گردد معیوب بوده و باعث عودت گرانول تولید شده می گردد.
در این خصوص مقاله جالبی را برای شما تهیه کرده ایم
که به بررسی 11 مورد اشکال متداول در فرایند گرانول سازی می پردازد.
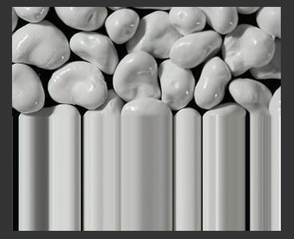
تصاویر زیر نمونه هایی از نقص های مرسوم را در فرآیند گرانول سازی نشان می دهند:
1 . وجود داشتن حفره و شیار در صفحه دای یا تیغه برش سبب می شود که :
برش به صورت کامل نباشد و مانند تصویر زیر گرانول ها به صورت به هم چسبیده برش بخورند.
وجود دنباله ها در گرانول ها و برش می تواند بر اثر سرعت نامناسب تولید باشد.
این دنباله ها در مراحل بعدی می توانند پس از برش به صورت پرک منجر به گرفتگی سیستم برش شوند.
2 . از جمله دیگر عواملی که گرانول های دارای دنباله در فرایند گرانول سازی ایجاد میکند:
پدیده شکست مذاب است.
این پدیده باعث زبر شدن سطح مذاب می شود و در زمان برش گرانول هایی حاوی پرک ایجاد می کند.
اگر نرخ تولید بالا باشد،
یا اینکه دمای فرآیند تولید بالا باشد،
به نحوی که گرانول ها در زمان انبارش کاملا خنک نشده باشند
به دلیل عدم خنکسازی کامل سطح گرانول ها در فرایند گرانول سازی می تواند
مانند تصویر زیر نامسطح شده و حفرات و عیوب ظاهری ایجاد شود.
3 . عدم خنکسازی کامل گرانول ها از موارد دیگری است که سبب می شود
ساختاری شبیه هسته-پوسته ایجاد شود.
و هسته گرانول ها به صورت مذاب پس از فرآیند برش باقی بماند.
این امر باعث می شود پس از برش گرانول کنار یکدیگر قرار گرفتن گرانول ها مجددا به دلیل گرم بودن هسته،
پوسته رویی دو گرانول مجاور در یکدیگر ذوب شود و گرانول ها به صورت کلوخه شوند.
4 . زمانیکه گرانول ها حاوی درصد بالایی از پرکننده های معدنی هستند درون گرانول ها حفره ایجاد می شود.
معمولا در این حفرات آب جمع می شود و خشک کردن آن ها را سخت می کند.

5 . از جمله دیگر نکات مهم دیگر که باید توجه شود تناسب تعداد سوراخ های دای و خروجی اکسترودر است.
چنانچه تعداد سوراخ ها کم باشند می تواند منجر به افزایش دما در ناحیه دای و سوختگی نمونه و عدم خنک کاری مناسب گرانول ها شود.
و اگر تعداد سوراخ ها زیاد باشد می تواند سبب ایجاد نایکنواختی در برش و توقف شود.
6 . دمای دای عامل مهم دیگری است و معمولا حدود 25 درجه سانتیگراد بیش از دمای مذاب است.
بیشتر دای ها عایق هستند تا اتلاف حرارت آن ها حداقل شود و گرفتگی دای در اثر جامد شدن مذاب پلیمری پیش نیاید.
باید به این موضوع التفات ویژه داشت که دمای دای باید بالاتر از دمای مذاب پلیمری باشد درحالی که تولید کنندگان گرانول دمای اولیه را بیشتر می گذارند.
7 . خوراک دهی پایدار و یکنواخت به اکسترودر نیز عامل مهمی است.
که چنانچه یکنواخت نباشد می تواند باعث تغییر در اندازه گرانول ها و با متوقف شدن فرآیند شود.

8 . تمامی شرایط خنک کاری بایستی در حالت بهینه قرار داشته باشد.
برای مثال چنانچه دمای آب خنک کاری گرانول ها زیاد باشد برش به خوبی انجام نمیگیرد و گرانول ها به صورت بهم چسبیده خارج می شوند.
همچنین اگر این دما پایین باشد می تواند خروج رطوبت را کاهش دهد و نیاز به خشک کردن مجدد گرانول ها باشد.
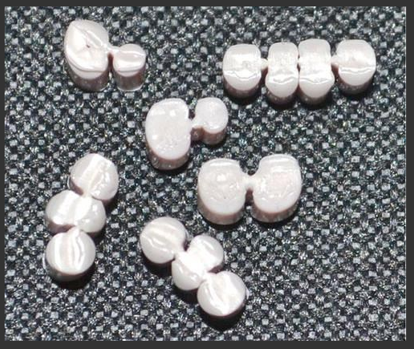
خنک کاری نامناسب و باقی ماندن گرما در هسته گرانول ها سبب می شود در زمان انبارداری هسته گرانول ها جامد شود و با تغییر حجم ایجاد شده درون گرانول ها حفره ایجاد شود.
این امر سبب چسبیدن گرانول ها به یکدیگر نیز می شود.
به تصاویر زیر دقت شود.
9 . چسبیدن گرانول ها به یکدیگر می تواند در اثر نزدیک بودن سوراخ های دای باشد.
در این صورت و در نتیجه پدیده تورم دای رشته ها به یکدیگر می چسبند و در زمان برش به صورت چندتایی به یکدیگر می چسبند.

10 . ایجاد پرک ها در گرانول ها می تواند در مراحل بعدی ایجاد مشکل نماید.
پرک ها دانسیته بالک گرانول ها را تغییر می دهند و در مراحل بعدی ذوب و شکل دهی احتمال سوختن سریع آن ها بوجود می آید.
برای جلوگیری از این مشکل بایستی دمای رشته ها در زمان برش به دمای HDT پلیمر نزدیک باشد تا از شکست و ایجاد پرک جلوگیری شود.
این امر در پلیمرهای نیمه بلورین بسیار رایج است.
شکل و نوع چرخنده های سیستم برش برای جلوگیری از ایجاد پرک ها مهم است.

11 . افزایش طول گرانول ها و بلندتر شدن آن ها از اندازه معمول می تواند می تواند به دلیل عدم تطابق سرعت برش و نرخ تولید باشد.
بایستی تناسبی بین سرعت برش و نرخ تولید اکسترودر برای برش به اندازه دلخواه برقرار کرد.
تهیه و تنظیم از تیم پلیمرسبز
[is_logged_in]

برای دانلود مقاله به صورت pdf کلیک نمایید.
برای دریافت مقاله به صورت فایل pdf لطفا نام و ایمیل خودرا در فرم زیر وارد نمایید تا برای شما پیامک شود
[/is_logged_in]
[is_guest]
برای دریافت مقاله به صورت فایل pdf لطفا نام و ایمیل خودرا در فرم زیر وارد نمایید تا برای شما پیامک شود و یا اگر عضو سایت هستید وارد شوید و یا ثبت نام نمایید باتشکر.
[/is_guest]
لطفا کمی صبر کنید
لطفا کمی صبر کنید





