ABS های بازیافتی, گرانول ABS بازیافتی,بازیافت ABS, ABS نو و نوع بازیافتی
یکی از پلاستیک های پرمصرف در ایران و دنیا پلاستیک ABS است بازیافت ABSدرایران وجهان بسیار مورد توجه می باشد.
در این مقاله ومقاله بعدی به نکات مهم درباره ی بازیافت ABS و ارائه راهکارهایی برای بازیافت ABS,می پردازیم .
ابتداء به معرفی این پلاستیک و خواص, شرایط شکل دهی تزریق و اکستروژن و سپس به بازیافت و راههای افزایش کیفیت مواد بازیافتی آن می پردازیم:
معرفی این پلاستیک:
برای بازیافت ABS بهتر است ابتدا این پلیمر را بشناسیم ABSپلیمریبی نظم (آمورف) و مقاوم در برابر ضربه است .
که در خانواده ای میان پلاستیک های مهندسی و پلاستیک های عمومی قرار می گیرد.
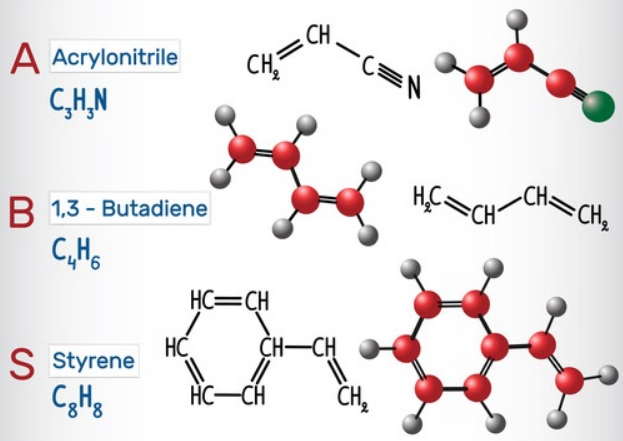
این پلیمر از سه منومر آکریلونیتریل، بوتادی ان و استایرن تشکیل شده است.
منومر آکریلونیتریل: این منومر از پروپیلن و آمونیا تولید می شود و ایجاد مقاومت شیمیایی و پایداری حرارتی را در ABS بعهده دارد.
منومر بوتادی ان: این منومر از کراکینگ اتیلن بدست می آید و در ABS چقرمگی و مقاومت ضربه بالا ایجاد می کند.
استایرن: این منومر هیدروژن زدایی اتیل بنزن حاصل می شود و سفتی و فرآیند پذیری در ABS ایجاد می کند.
این منومرها در تصویر زیر دیده می شوند.
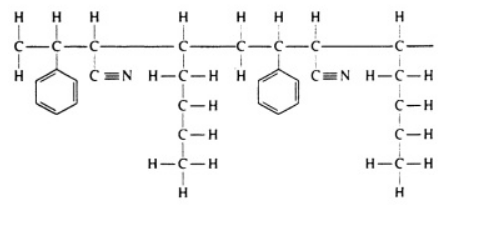
ABS ساختاری مطابق تصویر زیر دارد و گرانول های شیری رنگی دارد که به کمک رنگدانه ها به صورت رنگهای مختلف تولید می شود.
ABS مقاوم و پایدار است و دمای تغییر شکل بالایی دارد. گرچه این پلیمر در برابر حلال های قطبی آسیب پذیر است. ABS محدوده فرآیند پذیری وسیعی دارد و برای فرآیندهای تزریق، اکستروژن و اکستروژن دمشی مناسب است.
خواص ABS با تغییر در نسبت منومر ها یا اضافه کردن افزودنی ها و تقویت کننده ها تغییر می کند.
از جمله معایب ABS می توان به مقاومت کم در برابر آتش، خش پذیری، مقاومت شیمیایی کم در برابر حلال های آروماتیک، کتونی و استری و ترکزایی در برابر روغن ها اشاره نمود. این مورد در بازیافت
ABS بیشتر بادی مورد توجه قرار بگیرد زیرا به دلیل گرما دیدن مجدد,خواص مکانیکی افت بیشتری خواهد داشت.
ABS در صنایع خودروسازی، لوازم خانگی، الکترونیک، ساختمان سازی و حمل و نقل به کار می رود. پس از بازیافت ABS, گرانول بازیافتی ABS مجددا در همین صنایع استفاده می گردد.
شرایط شکل دهی ABS
شرایط عملیاتی فرآیندهای شکل دهی ABS در ادامه قرار داده شده است.
فرآیند تزریق ABS:
دمای رطوبت گیری
70-90 C
زمان رطوبت گیری
2-4 hour
دمای قسمت خوراک دهی
70-120 C
دمای ناحیه اولیه
170-220 C
دمای ناحیه میانی
210-240 C
دمای ناحیه نهایی
220-250 C
دمای نازل تزریق
240-250 C
دمای قالب
45-60 C
فشار تزریق
40-1000 bar
فشار برگشتی
0.04-400 bar
سرعت ماردون
44-76 rpm
تناژ گیره
3-3.3 tons/square in
فرآیند اکستروژن ABS :
دمای رطوبت گیری
70-90 C
زمان رطوبت گیری
2-4 hour
دمای قسمت خوراک دهی
70-120 C
دمای ناحیه 1
170-220 C
دمای ناحیه 2
210-220 C
دمای ناحیه 3
220-230 C
دمای نازل 4
220-230 C
دمای نازل 5
230-250 C
دمای کلگی
240-250 C
دمای مذاب
200-240 C
دمای قالب
210-240 C
بازیافت ABS:
پلاستیک ABS بازیافت پذیر و کد 7 و در برخی منابع کد 9 را در گروه پلیمرهای بازیافت پذیر دارد. ABS کاملا بازیافت پذیر است و غیر سمی و غیر مضر است. هیچ جزء سرطانزایی در این پلاستیک شناسایی نشده است و ضرری برای سلامتی افرادی که با آن در تماس هستند ندارد. برای کاهش حجم زباله ها و تعدیل در قیمت تمام شده کالا ها استفاده از ABS های بازیافتی روند روبه رشدی دارد.
کاهش خواص ABS پس از فرآیند شکل دهی:
در طول فرآیند شکل دهی پس از قرار گیری پلیمر نو در برابر دمای بالا تنش مکانیکی انواع تخریب ها در ساختمان پلیمر رخ می دهد که می تواند منجر به کاهش خواص ظاهری، مکانیکی و فیزیکی ABS شود. در مورد ABS قرارگیری در معرض دمای بالا (بیشتر از 270 C) و افزایش زمان ماندگاری در اکسترودر بیشترین اثر تخریب را دارند. در طول فرآیند شکل دهی فاز رابری ABS (پلی بوتادی ان) دچار تخریب شده و در پی آن مقاومت ضربه، کرنش در پارگی و استحکام پارگی کاهش می یابند.
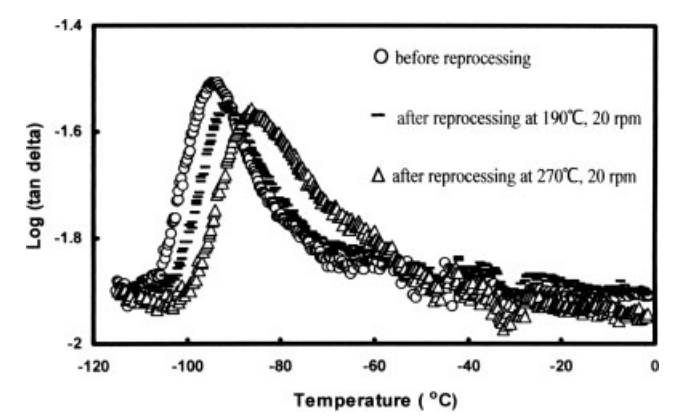
در تصویر زیر فاکتور اتلاف سگمنت های پلیمری بر حسب دما قرار داده شده است. پیک نشان داده شده در دمای -100 C مربوط به فاز نرم ABS است که در اثر فرآیند مجدد به دماهای بالاتر منتقل می شود. این پدیده در اثر تخریب فاز رابری ( پلی بوتادی ان) است و منجر به کاهش ضربه پذیری ABS می شود
فاز سخت (استایرن اکریلونیتریل) دچار تخریب زیادی در اثر فرآیند شکل دهی نمی شود. تخریب دیگری که در ABS در اثر فرآیند شکل دهی رخ می دهد شکست زنجیره های پلیمری آن و به دنبال آن کاهش جرم مولکولی پلیمر است. عامل پایانی که در طول فرآیند شکل دهی منجر به تخریب ABS می شود خروج ترکیبات کوچک مولکول مانند افزودنی های پایدار کننده موجود در ساختار ABS است که باعث کاهش خواص پایداری و مکانیکی پلیمر در زمان کاربری آن می شود.
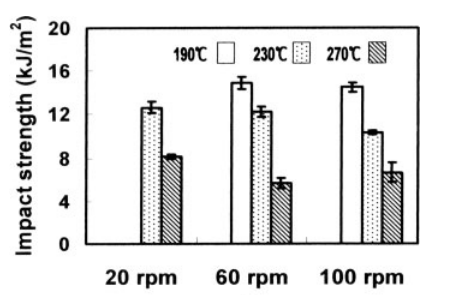
شکل زیر مقاومت به ضربه ABS را که در دماهای مختلف و سرعت های ماردون مختلف شکل دهی شده است، نشان می دهد.
همانطور که دیده می شود با افزایش دما یا افزایش دور مارپیچ، مقاومت به ضربه ABS کاهش می یابد.
همچنین با افزایش تعداد دفعات شکل دهی مقاومت به ضربه ABS کاهش می یابد.
کرنش در نقطه پارگی نیز روند مشابه به مقاومت به ضربه را دارد.
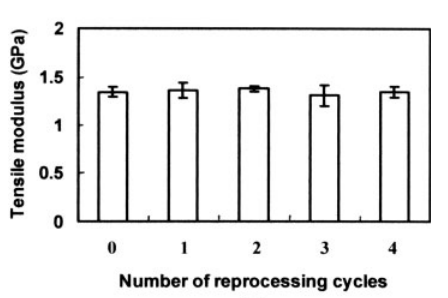
مدول کششی نمونه های مختلف ABS که در دمای مختلف و سرعت های مارپیچ مختلف شکل دهی شده اند در زیر نشان داده شده است. همانگونه که گفته شد مدول ABS بیشتر مربوط به فاز سخت آن (استایرن اکریلونیتریل) است و این فاز نسبت به فاز نرم (پلی بوتا دی ان) تخریب کمتری دارد. لذا مدول کششی ABS در اثر فرآیند شکل دهی تغییرات چندانی ندارد.
استحکام کششی ABSنیز وضعیت مشابه با مدول کششی را خواهد داشت.
با افزایش تعداد دفعات شکل دهی ABS این اثرات مخرب بیشتر خواهد شد. دو عامل تخریب فاز نرم (پلی بوتادی ان) و شکست زنجیره های پلیمر متصل کنند فاز نرم و سخت در ABS دو عامل مهم افت خواص مکانیکی و فیزیکی ABS در اثر فرآیند های شکل دهی است. در نتیجه می توان گفت ABS های در معرض فرآیند شکل دهی قرار گرفته خواص ظاهری، مکانیکی و فیزیکی ضعیف تری نسبت به انواع نو آن دارند.
از طرف دیگر قطعات بازیافتی ABS از آنجاییکه در طول زمان سرویس دهی در معرض عوامل مخرب شیمیایی (مانند حلال ها) و عوامل مخرب محیطی مانند نور خورشید قرار می گیرند، لذا نسبت به پلیمر نو خواص مکانیکی و فیزیکی ضعیف تری خواهند داشت.
با توجه به دو نکته بالا ABS های بازیافتی خواص مکانیکی، ظاهری و فیزیکی ضعیفتری نسبت به انواع نو دارند.
در مقاله بعد به راهکارهای بهبود خواص ABSمی پردازیم.
برای دریافت مقاله به صورت فایل pdf لطفا نام و ایمیل خودرا در فرم زیر وارد نمایید تا برای شما پیامک شود
[/is_logged_in]
[is_guest]
برای دریافت مقاله به صورت فایل pdf لطفا نام و ایمیل خودرا در فرم زیر وارد نمایید تا برای شما پیامک شود و یا اگر عضو سایت هستید وارد شویدو یاثبت نام نمایید باتشکر.
ضمن سلام و عرض خسته نباشید
کنفرانسی پیرامون تولید, خواص فیزیکی و شیمیایی یک پلیمرطبیعی باید ارائه دهم.
حال از شما میخواهم کمکی کنید.
ممونم
ضمنا اگر مقاله ی کاملی در مورد همین ABS نیز دارید بازم ممنون میشم.
تشکر

















ضمن سلام و عرض خسته نباشید
کنفرانسی پیرامون تولید, خواص فیزیکی و شیمیایی یک پلیمرطبیعی باید ارائه دهم.
حال از شما میخواهم کمکی کنید.
ممونم
ضمنا اگر مقاله ی کاملی در مورد همین ABS نیز دارید بازم ممنون میشم.
تشکر
سلام
این مقاله ی کامل ABS را میخاستم. بی زحمت اگر امکانش هست برام بفرستید.
لازم دادم. ممنون
با سلام در پایین صفحه ثبت نام کنید از طریق Sms براتون لینکش ارسال میشه
و یا در سایت ثبت نام کنید مقاله 1 و 2 رو میتونید مشاهده کنید
سلام
اگر امکانش هست مقاله ی کامل ABS را بفرستید.
بسیار بسیار ممنونم
با سلام ارسال شد.