

مقایسه جریان در اکسترودرهای دوپیچه همسوگرد و ناهمسوگرد
در اینجا جریانهای پلیمری در اکسترودرهای دو پیچه همسوگرد و ناهمسوگرد در هم رو شبیهسازی شده است. تأثیر ویسکوزیته کششی پلیمر بر روی جریان در این دو اکسترودر نیز با استفاده از مدل مستقل Carreau برای ویسکوزیتههای برشی و کششی نیز در این شبیهسازی استفاده شدهاند. مشاهده شده است که در برش عرضی پیچ و سرعت چرخش یکسان، سرعت محوری و نیز درجه اختلاط برای اکستودر همسوگرد بالاتر میباشد در حالیکه فشار ایجاد شده در اکستودر ناهمسوگرد بیشتر میباشد. بر خلاف جریان در اکسترودر همسوگرد که سرعت در راس دندههای پیچ همواره بیشینه است، در اکسترودر ناهمسوگرد سرعت در ناحیه در همرفتگی بالاتر میباشد.
اکسترودرهای همسوگرد و ناهمسوگرد به صورت معمول در صنعت پلاستیک به منظورهای مختلف (مانند ذوب کردن، پمپ کردن پلیمر برای اسکتروژن پروفیل، آمیزهسازی، اختلاط، فرارزدایی و واکنش شیمیایی) مورد استفاده قرار میگیرند. از این گذشته جریان ایجاد شده در اثر کشش در ناحیه انتقال که تنها حالت انتقال پلیمر در اکستودرهای تک پیچ است، جابهجایی مثبت در ناحیه در هم رفتگی که مشخصه اسکترودر دو پچیه به شمار میرود، این نوع اکسترودر را برای فرآورش موادی که خوراک دهی شان مشکل است و نیز مواد حساس به حرارت مانند PVC، مناسب میباشد، در این موارد میبایست زمان اقامت کوتاه و توزیع آن نیز باریک باشد.
از آنجایی که اکسترودرهای دوپچیه ناهمسوگرد که مشابه به پمپهای دندهای میباشند، بیشترین جابهجایی مثبت را ایجاد میکنند، برای اکستروژن پروفیل مناسب میباشند در حالیکه اکسترودرهای دو پیچه همسوگرد برای مصارف دیگر نظیر آمیزهسازی، اختلاط، واکنش شیمیایی، مناسب میباشند. دلیل اصلی مناسب بودن اکسترودرهای دوپیچه برای این مصارف، پیچیده بودن جریان در ناحیه در هم رفتگی میباشد که موجب به وجود آمدن خصیصه اختلاط و آمیختگی مناسب میباشد. با این وجود، پیچیدگی جریان موجب دشوار شدن پیشبینی عملکرد و نیز طراحی این اکسترودرها میشود.
در نتیجه به دست آوردن معادلات ساده طراحی که برای اکسترودرهای تک پیچه موجود هستند، برای اکسترودرهای دو پیچه دشوار میباشد. به دلیل این پیچیدگی و نبودن امکان پیشبینی، پیچهای موجود برای اکستودرهای دو پیچه، معمولاً به صورتی طراحی میشوند که المانهای آنها قابل تعویض باشد. این طراحی مدولار امکان انتخاب المانهای مناسب را با توجه به نیاز و مشخصات جریان و به واسطه بررسی ترکیبهای محتمل ، فراهم میسازد. این رویکرد آزمون-خطا نه تنها موجب هدر رفتن وقت میشود بلکه به ندرت میتوان با آن به طراحی بهینه برای کاربردی خاص، دست یافت.
یک شبیهسازی سه بعدی از جریان میتواند جهت طراحی اکسترودرهای دوپیچه بسیار کارساز باشد. به علت نبود بستههای نرم افزاری ساده و قابل اعتماد برای شبیهسازی سه بعدی جریانهای پلیمری، در گذشته امتحان کردن چینشهای مختلف المانهای پیچ بهترین راه برای به دست آوردن حالت بهینه بوده است. اگرچه با توسعه بستههای شبیهسازی جریان و زیاد شدن قدرت پردازش کامپیوترها، شبیهسازی سه بعدی جریان در اکسترودرهای دوپیچه، ممکن شده است.
به طور خاص در مرجع [14] ما تأثیر ویسکوزیته کششی را بر جریان در اکسترودر دوپیچه بررسی کردیم. بر اساس شبیهسازی جریان در سرعت برشی ثابت و ویسکوزیته کششی متغییر، مشاهده میوشد که مؤلفه محوری سرعت که در واقع بازده اکسترودر دو پیچه همسوگرد است، کوچکتر میباشد، درحالیکه فشار ایجاد شده برای ویسکوزیتههای کششی بالاتر، بیشتر میباشد. در این مقاله جریان در دو اکستودر دوپیچه با هندسه یکسان در دو حالت همسوگرد و ناهمسوگرد بررسی شده است. به منظور شبیه سازی جریان در این دو اکسترودر از نرم افزار PELDOM استفاده شده است.
علاوه بر لحاظ کردن رفتار رقیق شوندگی در برابر برش که برای مذابهای پلیمری رخ میدهد، این نرم افزار همچنین وابستگی ویسکوزیته کششی پلیمر را نسبت به نرخ کرنش، در نظر میگیرد. هندسه این اکسترودرهای دوپیچه و نیز مدلهای ویسکوزیته برشی و کششی که در این کار مورد استفاده قرار گرفتهاند، در بخشهای آتی مورد بحث و بررسی قرار گرفتهاند.
هندسه اکستودرهای دوپیچه
ابعاد اکسترودر دوپیچه همسوگرد استفاده شده در اینجا (جدول 1) مشابه با نوع استفاده شده در مرجع [14] میباشد. همانطور که در شکل 1 (b) نشان داده شده است، یک اکسترودر دوپیچه ناهمسوگرد دارای پیچ با سطح مقطع یکسان با اکسترودر همسوگرد به منظور مقایسه جریان، مورد استفاده قرار گرفته است. به طور مشخص ابعاد سطح مقطع دیسکهای اختلاط استفاده شده توسط Ishikawa و همکاران، به منظور تهیه پیچ اکسترودرها در این تحقیق مورد استفاده قرار گرفته است.
سطح مقطع پیچ در جهت یکسان و خلاف جهت چرخانده شد تا به ترتیب اکسترودرهای دو پیچه همسوگرد (شکل 1a) و ناهمسوگرد (شکل 1b) به دست آید. برای هر دو اکسترودر، سطح مقطع دو نخ با زاویه و گام پیچ 30 mm چرخانده شد تا طول محوری 45 mm برای پیچها به دست آید. برای شبیهسازی جریان که در بخشهای آتی این مقاله گزارش میشود، دو پیچ همسوگرد (شکل 1a) در جهت عقربههای ساعت و با دور 60 RPM چرخانده شدند در حالیکه پیچهای چپ و راست ناهمسوگرد (شکل 1b) به ترتیب در جهت عقربههای ساعت و بر خلاف جهت عقربههای ساعت، چرخانده شدند.
ابعاد اکسترودر دوپیچه
| (mm) | |
| 30 | قطر سیلندر |
| 29.2 | قطر نوک پیچ |
| 21.0 | قطر عمق پیچ |
| 26.0 | فاصله مرکز خط |
| 30.0 | گام پیج |
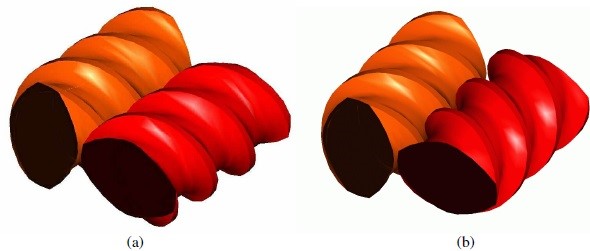
شکل 1 هندسه پیچهای در همرونده در اکسترودرهای دو پچیه (a) همسوگرد و (b) ناهمسوگرد.
مدلهای ویسکوزیتههای برشی و کششی
در این تحقیق از مدل Carreau به منظور به دست آوردن ویسکوزیته برشی و نیز کششی استفاده است. اگرچه نرم افزار پارامترهای کاملاً مستقلی برای مدلهای ویسکوزیته برشی و کششی در اختیار میگذارد.
در این روابط ویسکوزیته برشی، ویسکوزیته کششی محوری، ویسکوزیته کششی صفحهای، ویسکوزیته در سرعت برش صفر، پارامترهای موادی، نامتغییر دوم تنسور نرخ کرنش، همانند تنسور نرخ برش برای ویسکوزیته برشی و برای ویسکوزیته کششی محوری و برای ویسکوزیته صحفهای، میباشد. مقادیر پارامترهای موادی مختلف که در این تحقیق جهت شبیه سازی جریان از آنها استفاده شده است.
بحث و نتایج
مشهای المان محدود[1] برای شبیهسازی جریان در اکسترودرهای دو پیچه همسوگرد و ناهمسوگرد به ترتیب در شکل 2a و 2b نشان داده شده است. مش اکسترودر همسوگرد دارای 313,830 المان (شکل 2a) و مش اکسترودر ناهمسوگرد دارای 303,334 المان (شکل 2b) بوده است. نرم افزار مورد استفاده از المانهای چهارضلعی خطی المان محدود، استفاده میکند این امر امکان درست کردن مش در چنین دومینهای پیچیدهای مانند دومین جریان در اکسترودرهای دو پیچه را ایجاد میکند.
اگر از المانهای آجر مانند استفاده شود، درست کردن مش المان محدود در چنین دومینی بسیار سخت و زمان بر خواهد بود. سرعت دورانی متناظر با سرعت زاویهای 60 RPM در گرههای سطح پیچ مشخص شد. همانطور که پیشتر اشاره شد، هر دو پیچ در اکسترودر همسوگرد در جهت عقربههای ساعت چرخانده شدند در حالیکه در اکسترودر ناهمسوگرد پیچ چپ در جهت عقربههای ساعت و پیچ چپ بر خلاف جهت عقربههای ساعت چرخانده شدند. شرط عدم لغزش روی سطح سیلندر اعمال شد در عین حال شرط عدم کشش در ورودی و خروجی دو اکسترودر به کار گرفته شد.
توزیع سرعت در سطح مقطع هر دو اکسترودر در شکل 3 نشان داده شده است. در شکل 5-3 سطح مقطع بالایی و پایینی به ترتیب در فاصله 10 و 40mm از ورودی قرار دارند، طول کلی اکسترودر برابر با 45 mm میباشد. فلشهای موجود در شکل 3 نشان دهنده اندازه سرعت میباشند. توزیع سرعت در اکسترودرهای همسوگرد (شکل 3a) و ناهمسوگرد (شکل 3b) دارای مشخصههای بسیار متفاوتی میباشد. در اکسترودر همسوگرد، بیشینه سرعت همواره دو نوک دو پیچ رخ میدهد.
از سوی دیگر در ناحیه در هم رفتگی اکسترودر ناهمسوگرد، به دلیل اینکه سرعت در سطح هر دو پیچ در یک جهت میباشد، پلیمر تمایل دارد تا در صفحه سطح مقطع حرکت کند. در نتیجه بیشینه سرعت در اکسترودر ناهمسوگرد در ناحیه در هم رفتگی رخ میدهد. دیگر مشخصه مهم توزیع سرعت در شکل 3a و 3b این است که در هر چرخش اکسترودر همسوگرد بیشتر سیال در هر نخ به نخ دیگر منتقل میشود، این امر در مورد اکسترودر ناهمسوگرد لزوماً برقرار نمیباشد.
بنابراین در مقایسه با اکسترودر ناهمسوگرد، انتظار میرود اکسترودر همسوگرد اختلاط بهتری برای پلیمرها به ارمغان بیاورد، این نکته دلیل محبوبیت کاربرد آنها در زمینههایی مانند، آمیزه سازی، فرارزدایی و واکنشهای شیمیایی میباشد.
شکل 4 نشاندهنده تغییرات مؤلفه محوری سرعت در اکسترودرهای همسوگرد و ناهمسوگرد میباشد. مقدار سرعت محوری در اکسترودر همسوگرد (شکل 4a) به مراتب بالاتر از این مقدار برای اکسترودر ناهمسوگرد (شکل 4b) میباشد. بنابراین اگر اکسترودر بدون دای باشد یا دای آن به گونهای باشد افت فشار کمی ایجاد کند، انتظار میرود اکسترودر همسوگرد برون داد بیشتری نسبت به نوع ناهمسوگرد مشابه، داشته باشد.
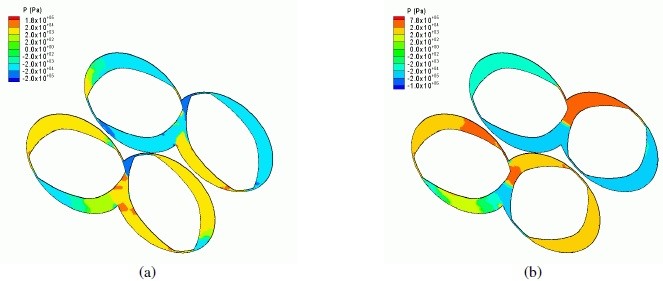
با این وجود همانطور که در پاراگراف بعدی توضیح داده خواهد شد، این نکته ممکن است هنگامی که دای مقاومت بالایی نسبت به جریان داشته باشد، برقرار نباشد. در اکسترودر همسوگرد، بیشینه سرعت محوری در ناحیه در هم رفتگی میباشد در حالیکه ناحیه در هم رفتگی در اکسترودر ناهمسوگرد که در آن سرعت عرضی بسیار بالا میباشد، سرعت محوری در حقیقت منفی میباشد که در نتیجه این امر جریان در جهت عکس میباشد. در اکسترودر ناهمسوگرد بیشینه سرعت محوری معمولاً در موقعیتی دور از ناحیه در هم رفتگی رخ میدهد. شکل 5 نشان دهنده توزیع فشار در سطح مقطع هر دو اکسترودر میباشد.
فشار پیشبینی شده در سطح سلیندر و پیچ در شکل 6 به نمایش درآمده است. از آنجایی که فشار در شکل 5 و 6 دامنه بسیار گستردهای دارد و مقادیر نهایی تنها در ناحیه کوچکی در نزدیکی لقی پیچ رخ میدهد، جهت نمایش دقیق فشار در نواحی دور از لقی پیچ از مقیاس لگاریتمی در شکل 5 و 6 استفاده شده است. باید به این نکته اشاره شود که در شکل 5 و 6 تغییرات فشار حائز اهمیت است و نه مقدار حقیقی فشار، چراکه مقدار حقیقی فشار با توجه به نوع دای مورد استفاده تغییر خواهد کرد. در شکل 5 و 6 در اکسترودر همسوگرد و نیز ناهمسوگرد افت فشار شدیدی در ناحیه لقی پیچ رخ میدهد، فشار در ناحیه لقی پیچ دچار افت میشود، فشار در مقابل لبه جلویی بسیار بالا و پشت لبه عقبی ناحیه لقی بسیار کم، میباشد. از آنجایی که پیچ در اکسترودر همسوگرد در جهت عقربههای ساعت چرخانده میشود، پیچ چپ، پلیمر را که توسط پیچ راست خارج شده بود، به بالای ناحیه در هم رفتگی هل میدهد.
بنابراین در نیمه بالایی اکسترودر همسوگرد فشار در نخ سمت چپ بالا ئ در نخ سمت راست پایین است. عکس این نکته برای نیمه پایینی اکسترودر همسوگرد برقرار میباشد، زیرا حرکت در نیمه پایینی برعکس میشود. در مقابل در اکسترودر ناهمسوگرد به دلیل اینکه پیچ سمت راست عکس جهت عقربه های ساعت میچرخد هر دو پیچ پلیمر را به سمت بالای ناحیه در همرفتگی هل میدهند و پلیمر را از پایین ناحیه در هم رفتگی خارج میکنند. بنابراین در اکسترودر ناهمسوگرد در تمام نیمه بالایی اکسترودر، فشار زیاد و در تمام نیمه پایینی، فشار کم میباشد. همچنین باید به این نکته اشاره شود که بیشینه فشار ایجاد شده در اکسترودر ناهمسوگرد (شکل 5b و 6b) از اکسترودر همسوگرد (شکل 5a و 6a) بالاتر میباشد. به علت وجود فشار بالاتر و خروجی بیشتر (که در اثر فشار بالا ایجاد میشود)، اکسترودرهای ناهمسوگرد برای پمپ کردن مذاب پلیمر جهت اکسترژن پروفیل ترجیح داده میشوند.
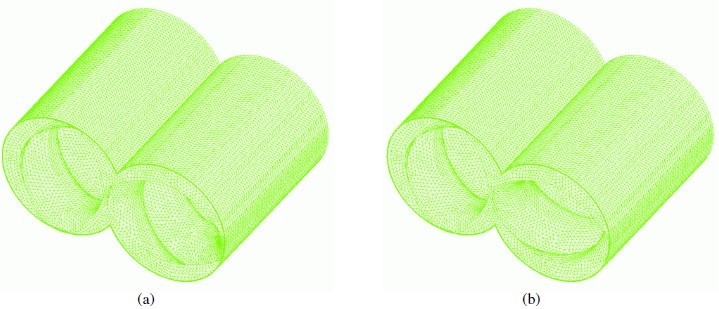
شکل 2 مشهای المان محدود مورد استفاده برای شبیهسازی جریان اکسترودرهای دو پچیه (a) همسوگرد و (b) ناهمسوگرد.
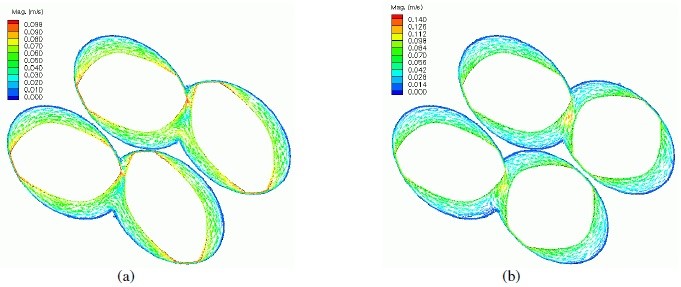
شکل 3 توزیع سرعت در دو صحفه عمود بر محور اکسترودرهای دو پچیه (a) همسوگرد و (b) ناهمسوگرد.
شکل 4 توزیع سرعت محوری در دو صحفه عمود بر محور اکسترودرهای دو پچیه (a) همسوگرد و (b) ناهمسوگرد.
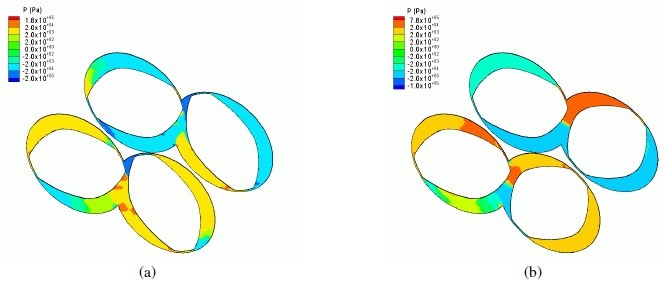
شکل 5 توزیع فشار در دو صحفه عمود بر محور اکسترودرهای دو پچیه (a) همسوگرد و (b) ناهمسوگرد.
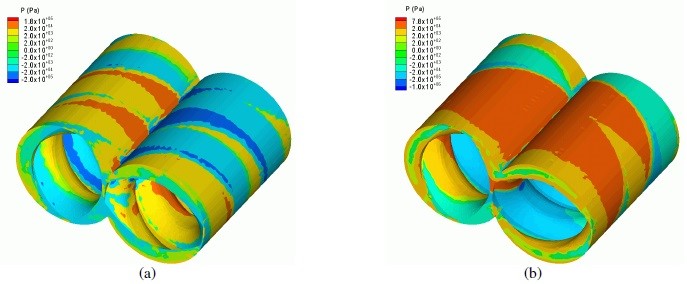
شکل 6 توزیع فشار روی سطح سیلندر برای اکسترودرهای دوپیچه (a) همسوگرد و (b) ناهمسوگرد
نتیجهگیری
جریان پلیمر با به کار گیری مدلهای مستقل ویسکوزیته برشی و کششی در اکسترودرهای دو پیچه همسوگرد و ناهمسوگرد، شبیه سازی شد. در اکسترودر همسوگرد، بیشینه سرعت در نوک پیچ رخ داد در حالیکه بیشینه سرعت در اکسترودر ناهمسوگرد در ناحیه در هم رفتگی، مشاهده شد. به دلیل اینکه در هر چرخش اکسترودر همسوگرد، پلیمر موجود در یک سگمنت به سگمنت دیگر منتقل میشود، میتوان اینطور نتیجه گرفت که اکسترودر ناهمسوگرد اختلاط بهتری ایجاد میکند. اگرچه دیده شد که در اکسترودر ناهمسوگرد فشار بیشتری ایجاد میشود و بنابراین برای اکستروژن پروفیل، نسبت به نوع همسوگرد مناسب تر میباشد.